





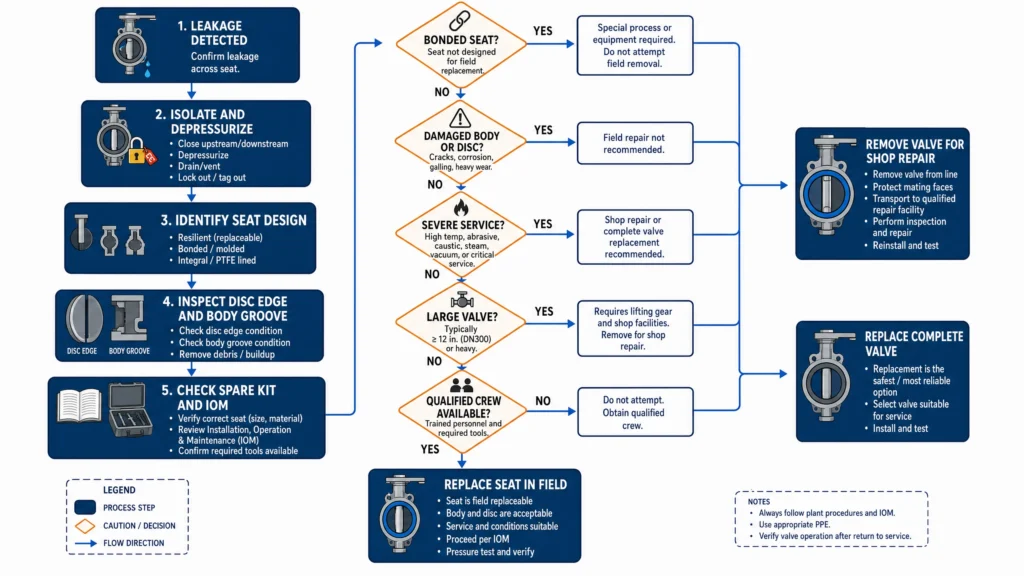
Butterfly valve seat replacement in the field is possible when the valve was designed with a replaceable seat, the line can be safely isolated and depressurized, the disc and body sealing surfaces are not damaged, the correct spare kit is available, and qualified technicians follow the manufacturer’s IOM procedure.
It is usually not practical when the seat is bonded or vulcanized into the body, when the body groove or disc edge is damaged, when the valve is very large or installed with poor access, or when the service is severe enough that shop repair and controlled testing are safer. The practical conclusion is simple: field maintainability is not created during maintenance; it is specified before the valve is purchased.
The valve seat is the sealing interface that allows a butterfly valve to shut off against the disc. When it wears, hardens, swells, cracks, chemically degrades, or becomes cut by debris, the valve may leak internally or become difficult to operate. Maintenance guides commonly identify internal leakage, rising torque, cracked or hardened seat material, and loss of seat elasticity as signs that replacement may be needed. However, not every butterfly valve seat is replaceable in the field. This article explains the decision logic, the limits, and the procurement language that helps maintenance teams avoid unnecessary downtime.
Why Seat Replacement Becomes a Reliability Issue
In many plants, butterfly valves are selected because they are compact, quick operating, and economical. The maintenance issue appears later, when a valve that once sealed well begins to pass fluid across the seat. If the seat is replaceable, the repair may be a planned job with a spare kit and a short outage. If the seat is bonded, the body is damaged, or the valve cannot be accessed, the same leakage can become a full valve replacement.
The cost difference is not only the price of a seat. It includes line isolation, draining, scaffolding, lifting, actuator removal, re-testing, lost production, and safety exposure. In buried water systems, for example, IOM guidance warns that problems can lead to extensive and costly excavation, and it links many butterfly valve failures to improper installation, operation, or maintenance. In process plants, the same principle applies: a valve that is not designed for maintainability can turn a small leak into a major outage task.
For readers who want the basics of valve construction before going deeper, Carter Valve’s guide on how a butterfly valve works and the overview of types of butterfly valve provide useful background. For severe isolation duties, the critical isolation butterfly valve selection guide explains why seat design, leakage class, temperature, and duty cycle must be specified clearly.
When Field Seat Replacement Is Possible
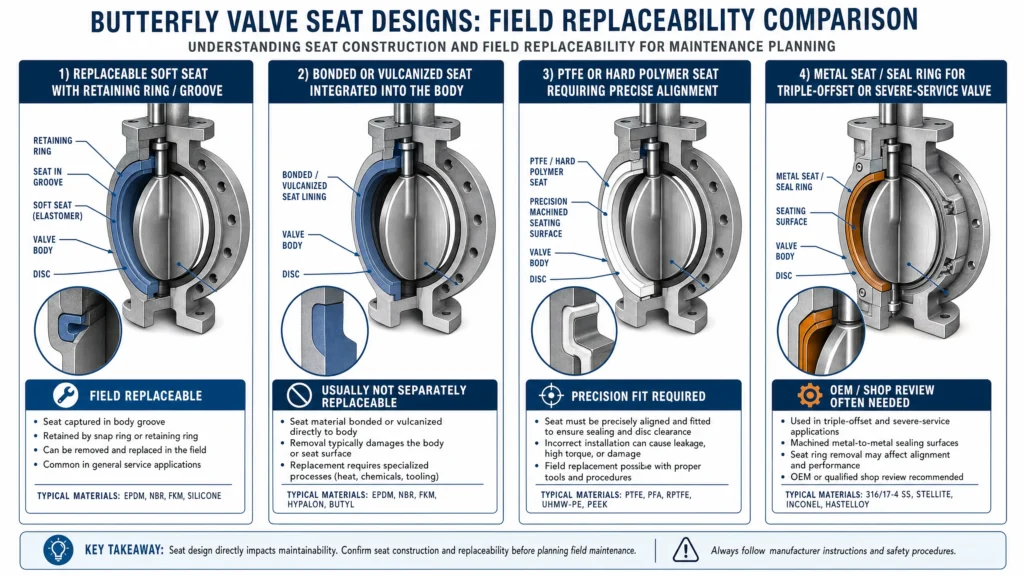
Field seat replacement is most realistic for a replaceable soft-seat butterfly valve where the elastomer seat is a separate component retained by a groove, ring, or removable hardware. Union Valve describes replaceable soft seats as separate rubber rings, often EPDM, NBR, or FKM, held by a retaining ring or groove and designed for easier maintenance. In these designs, the seat can often be removed without replacing the entire valve body, provided the sealing surfaces remain serviceable.
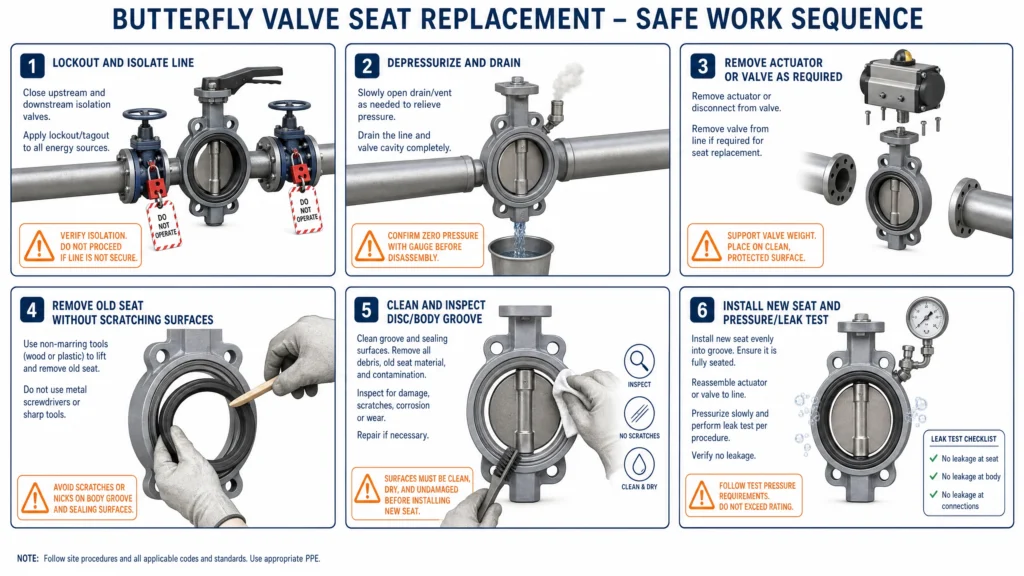
Field work should still be treated as controlled maintenance, not a quick improvised repair. The line must be isolated, pressure must be relieved, the valve must be drained, and personnel must follow plant lockout and confined-media procedures. TG Valve’s repair guide emphasizes preparation, lockout, draining, valve removal where needed, inspection of the disc and body, cleaning, correct seat alignment, reassembly, slow pressurization, leak testing, and cycling.
| Field condition | Why it supports seat replacement |
|---|---|
| Replaceable soft-seat design | Seat is intended to be removed and replaced as a spare part |
| Correct OEM spare seat is available | Dimensions, material, hardness, and profile match the valve design |
| Disc edge is smooth and undamaged | New seat can seal without being cut or distorted |
| Body groove or retainer surface is clean and intact | Seat can sit evenly without twisting, lifting, or extrusion |
| Line can be isolated and depressurized | Work can be performed safely and legally |
| Qualified crew and IOM procedure are available | Repair can be performed without damaging the valve |
| Post-repair test can be completed | Leakage and operation can be verified before return to service |
The phrase “field replaceable” should therefore mean more than “the seat can theoretically be removed.” It should mean that the valve design, access, spare parts, tools, instructions, and test plan allow a qualified crew to restore sealing performance with predictable results.
When Field Seat Replacement Is Not Advisable
Field replacement is not advisable when the seat is bonded, molded, vulcanized, or otherwise integrated into the valve body. Union Valve notes that bonded seats are typically not replaceable separately and may require replacement of the whole seat assembly or valve. Attempting to remove such a seat can damage the body or leave irregular surfaces that prevent sealing.
Field replacement is also risky when the valve is a high-temperature, cryogenic, abrasive, corrosive, or critical isolation design. Metal seats and triple-offset seal rings may require precise fit, alignment marks, controlled torque, surface finish, and specialized inspection. Valve World Americas notes that in some triple-offset or severe-service maintenance procedures, seal ring replacement without removing the seat is not suitable while the valve is installed in the pipeline, and it may not be recommended for large valves where manipulation is difficult.
| Condition | Recommended direction |
|---|---|
| Bonded or vulcanized seat | Replace valve or consult OEM; do not assume seat-only repair |
| Disc edge scratched, nicked, corroded, or eroded | Repair or replace disc/valve before installing a new seat |
| Body groove damaged or out of round | Shop repair or replacement is usually safer |
| Severe-service metal seat or seal ring | Follow OEM procedure; shop repair may be required |
| Large valve with difficult handling | Evaluate lifting, orientation, access, and shop repair options |
| No correct spare kit or IOM | Do not improvise with non-OEM parts |
| Critical isolation or safety service | Require engineering review and documented test acceptance |
A useful rule I use in maintenance planning is this: if the new seat cannot be installed without damaging precision sealing surfaces, or if you cannot verify leakage afterward, it is not a field repair—it is a risk transfer.
Seat Designs and Their Maintainability
The seat design is the single largest factor in maintainability. A soft replaceable seat is forgiving compared with a metal-to-metal severe-service seat. A bonded seat may be economical at purchase but poor for seat-only maintenance. A PTFE-lined or hard polymer seat may be replaceable in some designs but requires careful handling and alignment. A triple-offset or metal-seated valve may allow replacement of seat and seal ring kits, but the work is closer to precision repair than general maintenance.
| Seat design | Field replaceability | Maintainability notes |
|---|---|---|
| Replaceable elastomer seat | Often good | Best for general service where OEM spare seats are stocked |
| Bonded or vulcanized seat | Poor | Seat is part of the body lining; valve replacement is often more practical |
| PTFE or hard polymer seat | Conditional | Requires correct profile, careful handling, and chemical/temperature match |
| Metal seat or seal ring | Conditional to limited | Requires precision surfaces, torque sequence, and OEM procedure |
| Adjustable seat design | Good if accessible | Installation must allow adjustment side access in service |
VSI’s AWWA C504 replaceable-seat IOM notes that if valves have adjustable seating, the seat-adjustment side should be installed for access and adjustment in service. That sentence is a reminder for every industry: maintainability depends on orientation and access, not only on internal design.
For Carter Valve severe-service platforms, readers should compare the difference between general-service butterfly valves and engineered designs. Carter’s high-performance double-offset butterfly valve, metal-to-metal seated butterfly valves, and six-eccentric vs triple-offset butterfly valve resources explain why geometry, seat load, and surface finish matter in critical isolation.
A Safe High-Level Work Sequence
The following sequence is not a substitute for the manufacturer’s IOM or plant safety procedures. It is a high-level planning map for maintenance leaders and engineers deciding whether a field repair is realistic.
| Step | Practical purpose |
|---|---|
| Isolate and lock out | Prevent accidental flow, pressure, energy release, or valve movement |
| Depressurize and drain | Remove stored pressure and hazardous fluid from the work area |
| Confirm valve access | Verify actuator removal, lifting, flange access, and safe work position |
| Remove old seat carefully | Avoid scratching the body groove, disc edge, and sealing surfaces |
| Clean and inspect | Remove rust, debris, old seat fragments, and chemical deposits |
| Verify spare part | Confirm material, size, profile, orientation, and compatibility |
| Install and align | Seat must sit evenly, without twisting, bulging, or trapped debris |
| Reassemble and cycle | Confirm smooth movement and correct actuator stop setting |
| Pressure/leak test | Verify shutoff and external sealing before returning to service |
VSI guidance for replaceable-seat butterfly valves emphasizes that foreign material can damage rubber seats, that adjacent piping and valve interiors should be cleaned, and that testing above rated pressure can cause leakage past the rubber seat or damage the valve. Those points are often overlooked during rushed maintenance.
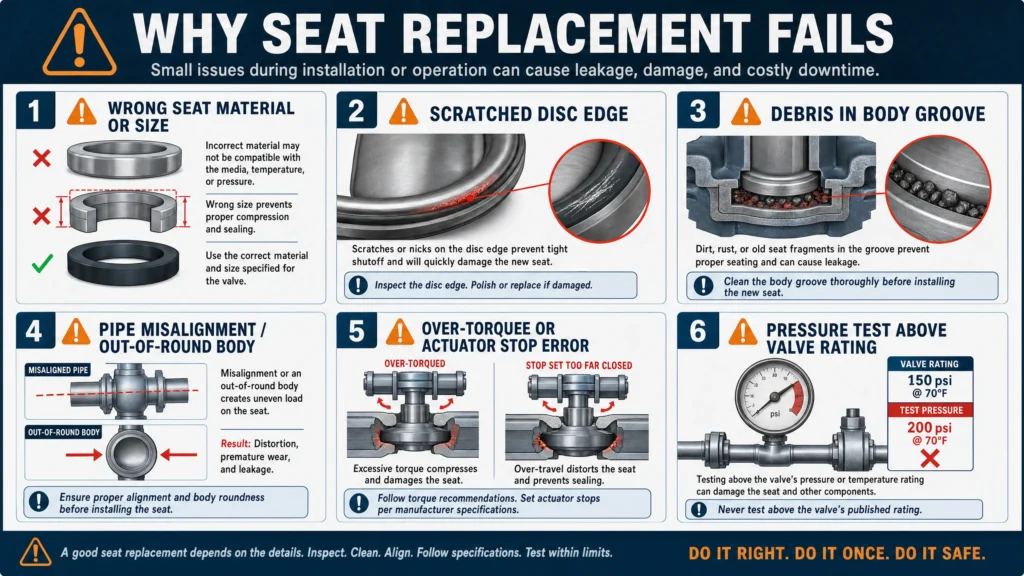
Why Seat Replacement Fails
A new seat does not automatically fix a leaking butterfly valve. If the original leakage was caused by disc damage, body distortion, pipe misalignment, over-torque, actuator stop error, or chemical incompatibility, the new seat may fail quickly.
| Failure cause | What it does to the new seat | Prevention |
|---|---|---|
| Wrong material | Swelling, hardening, chemical attack, or temperature failure | Match seat material to media, temperature, and pressure |
| Wrong size or profile | Twisting, extrusion, poor compression, leakage | Use OEM spare kit and serial-number-based parts |
| Scratched disc edge | Cuts or scores the new seat during closure | Inspect, polish if allowed, repair, or replace disc |
| Debris in groove | Prevents even seating and creates leak path | Clean body groove and retainer surfaces thoroughly |
| Pipe misalignment | Distorts body and creates uneven seat load | Correct pipe support and flange alignment |
| Over-torque | Crushes or tears seat; increases operating torque | Set actuator stops and torque limits correctly |
| Over-pressure testing | Damages seat or causes misleading leakage | Test within valve rating and IOM limits |
This is why a repair crew should not simply replace the visible soft component. The valve should be inspected as a system: body, disc, shaft, bearings, packing, actuator stops, pipe alignment, and service conditions.
How to Specify Butterfly Valves for Maintainability
Maintainability begins in the data sheet. If a buyer wants field seat replacement, the specification should say so directly. It should also require the supplier to explain what can be replaced in line, what requires valve removal, what requires shop repair, and what spare parts are needed.
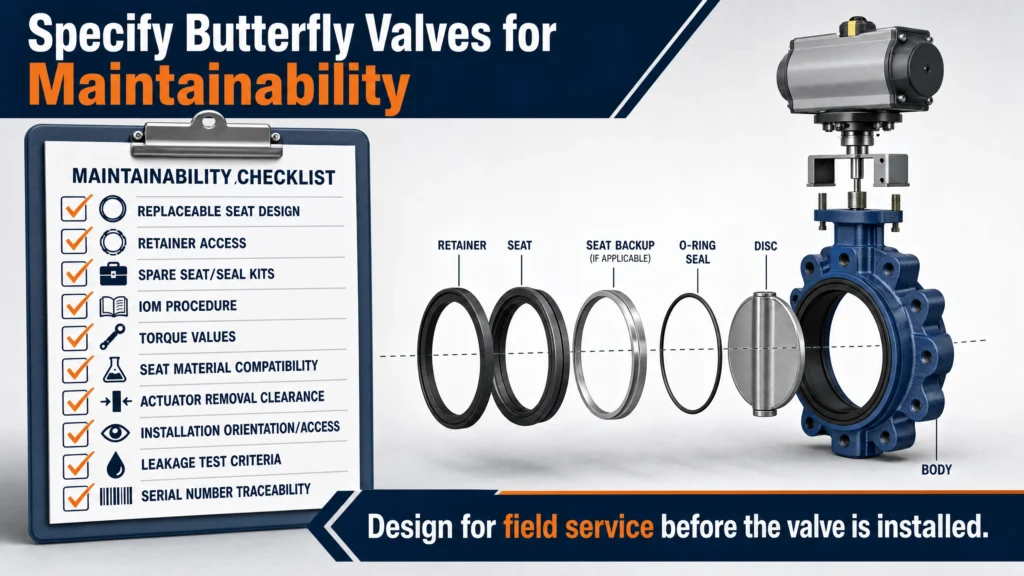
| Specification item | Recommended requirement |
|---|---|
| Seat construction | State replaceable, bonded, PTFE-lined, metal-seated, or project-approved design |
| Field service scope | Define whether seat replacement is possible in line, after valve removal, or shop only |
| Retainer access | Require access to retaining ring, screws, or adjustment side after installation |
| Spare kits | Require seat, gasket, retainer screws, packing, seals, and recommended tools |
| IOM procedure | Request model-specific maintenance instructions before shipment |
| Seat material | Define media, temperature, pressure, cleaning chemicals, and compatibility |
| Torque data | Require breakaway, seating, and actuator stop-setting guidance |
| Lifting/access | Require clearance for actuator removal and valve handling |
| Post-repair testing | Define leakage standard, pressure, medium, and acceptance criteria |
| Traceability | Link spare parts to valve serial number and revision level |
For severe-service or critical isolation valves, buyers should ask whether seat and seal ring are matched, whether both must be replaced together, whether lapping or special tooling is required, and whether the valve must be returned to an authorized repair facility. If this information is not available before purchase, the maintenance strategy is incomplete.
Carter Valve’s valve leakage classes guide helps convert “no leakage” into a measurable acceptance criterion. For automated valves, the actuator sizing for butterfly valves guide helps prevent over-torque and poor stop-setting from damaging new seats.
Material Selection for Replacement Seats
Seat material selection should never be based only on what was available in stores. EPDM, NBR, FKM, PTFE, reinforced PTFE, PEEK, and metal seats behave differently under temperature, chemicals, pressure, abrasion, cleaning fluids, and cycling. Union Valve summarizes common soft-seat materials such as EPDM for water/steam/weathering resistance, NBR for oil and abrasion resistance, FKM for higher-temperature chemical resistance, and PTFE for strong corrosion resistance and low friction.
| Seat material | Typical strength | Watch-out |
|---|---|---|
| EPDM | Water, steam, ozone, weathering | Not suitable for many oils and hydrocarbons |
| NBR | Oil and abrasion resistance | Temperature and chemical range are limited |
| FKM | Higher temperature and chemical resistance | Cost and compatibility still require verification |
| PTFE | Chemical resistance and low friction | Cold flow, creep, and installation precision matter |
| Metal seat | High temperature and severe service | Requires precise geometry and surface condition |
If the original seat failed early, changing material without checking root cause may not solve the problem. The real issue may be actuator over-travel, debris, temperature spikes, flow-induced erosion, chemical cleaning, pipe strain, or improper installation.
Turnaround and Spare Parts Planning
Field seat replacement works best when the plant plans for it. Spare seats should be stored correctly, protected from ozone, UV, heat, deformation, and contamination. The spare kit should be traceable to the valve tag, size, pressure class, material, seat profile, and revision level. The IOM should be available at the work site, not hidden in a project folder.
For large valves, the turnaround plan should identify lifting points, weight, flange spread requirements, actuator removal method, torque tools, test blinds, drain/vent points, and whether a temporary spool is needed. VSI notes that field repair crews should take a full complement of spare parts to the jobsite and review the manufacturer’s maintenance instructions before repair work. That advice sounds basic, but it prevents many failed outage repairs.
Common Misconceptions
One misconception is that every butterfly valve seat is replaceable. It is not. Bonded and vulcanized seats may make seat-only replacement impractical.
Another misconception is that replacing the seat fixes all leakage. If the disc edge is damaged or the body is distorted, the valve may leak again immediately.
A third misconception is that field replacement is always cheaper. In severe service, shop repair can be less expensive than repeated field attempts, especially when leakage acceptance is strict.
A fourth misconception is that “field replaceable” automatically means “in-line replaceable.” Many valves must be removed from the pipeline even if the seat is replaceable.
Conclusion
Butterfly valve seat replacement in the field is practical when the valve was designed for it, the service is appropriate, the correct spare kit is available, and the body/disc condition supports a reliable seal. It is not practical when the seat is bonded, the sealing surfaces are damaged, the valve is large or inaccessible, the service is severe, or leakage cannot be verified after repair.
For buyers and EPC teams, the most important lesson is to specify maintainability upfront. Define the seat construction, field service scope, spare kits, access, IOM procedure, torque data, material compatibility, and post-repair leakage test before the valve is installed. Carter Valve can support this process with application-based butterfly valve selection, severe-service isolation guidance, leakage-class review, and engineered valve configurations for maintainable long-term performance.
Frequently Asked Questions
Can a butterfly valve seat be replaced in the field?
Yes, if the valve is designed with a replaceable seat, the line can be safely isolated and depressurized, the disc and body are not damaged, and the correct spare kit and IOM procedure are available. Bonded seats and many severe-service designs may not be practical field repairs.
How do I know whether my butterfly valve seat is replaceable?
Check the manufacturer’s IOM, data sheet, and parts drawing. Replaceable seats often use a body groove, retaining ring, screws, or removable seat hardware. Bonded or vulcanized seats are usually integrated into the valve body and not separately replaceable.
When should the whole valve be replaced instead of only the seat?
Replace or shop-repair the valve if the body groove is damaged, the disc edge is scratched or corroded, the seat is bonded, the valve is severely worn, the service is critical, or leakage cannot be verified after field repair.
What causes butterfly valve seats to fail?
Common causes include chemical incompatibility, temperature exposure, abrasion, debris, aging, pressure cycling, actuator over-travel, pipe misalignment, body distortion, and operating the valve in a service it was not designed for.
Can metal-seated butterfly valves be repaired in the field?
Sometimes, but it depends on the design and OEM procedure. Metal seats and seal rings require precision surfaces and controlled assembly. Severe-service or triple-offset valves often require OEM support or shop repair.
What spare parts should be kept for maintainable butterfly valves?
Typical spares include seat rings, seat gaskets, seal rings, retainer screws, stem packing, O-rings, actuator accessories, and any special tools recommended by the manufacturer. Spare parts should be traceable to the valve tag and serial number.
What should be checked after seat replacement?
Cycle the valve, verify actuator stops, inspect for binding, pressurize slowly, test leakage to the specified acceptance criterion, and document torque, pressure, leakage, and parts used.
How should I specify field-replaceable seats in a purchase order?
State that the valve must have a replaceable seat design, require the supplier to define whether replacement is in-line or after valve removal, request spare kits and IOM procedures, and specify post-repair leakage test requirements.
References
[1] Union Valve — How to Replace a Butterfly Valve Seat
[2] VSI Waterworks — AWWA C504 Replaceable Seat Butterfly Valves IOM
[3] TG Valve — Butterfly Valve Repair 101: Replacing Seats and Seals
[4] Valve World Americas — Repair and Maintenance on Butterfly Valve Seats and Seals
[5] Carter Valve — Butterfly Valve Selection Guide for Critical Isolation & Severe Service