





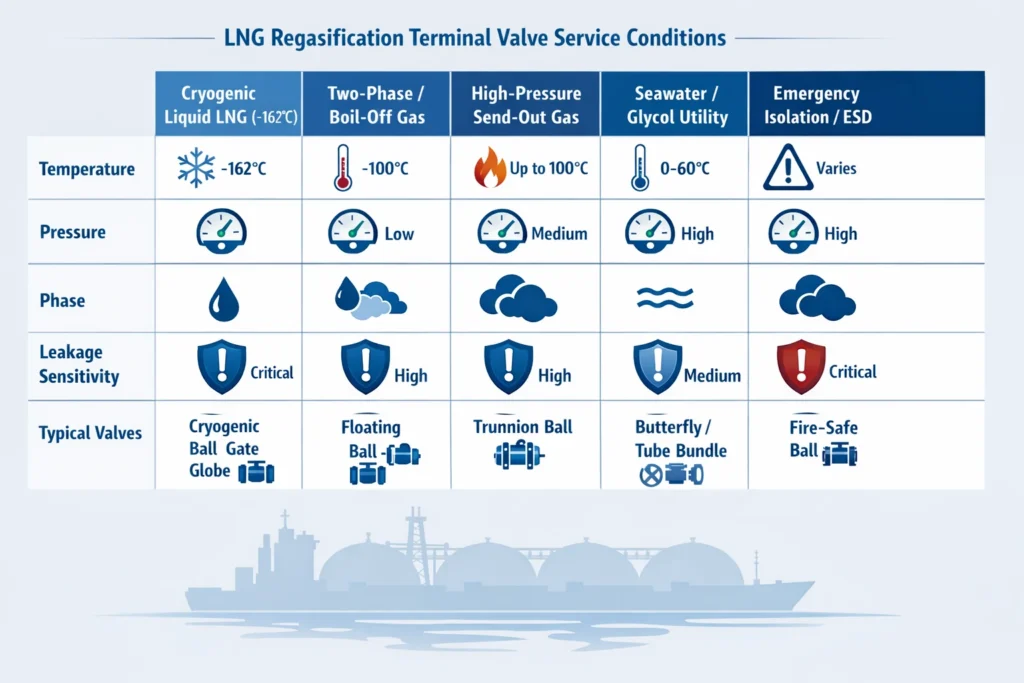
LNG regasification terminal valves are the isolation, control, emergency shutdown, check, and pressure-protection valves used from ship unloading through LNG storage, boil-off gas handling, vaporization, metering, and natural gas send-out. Their defining challenge is that one terminal contains several very different valve services: cryogenic liquid LNG around -162°C, two-phase boil-off gas, high-pressure gas send-out, seawater or glycol utility systems, and safety-critical ESD duties. The practical conclusion is clear: a valve that is acceptable in one LNG terminal service can be unsafe, unreliable, or expensive in another if the service conditions are not specified precisely.
LNG projects compress a large amount of risk into small pieces of hardware. Natural gas volume is reduced by roughly 600 times when liquefied, which makes marine transport practical but also creates severe cryogenic, flammability, and containment requirements at receiving terminals. Major valve suppliers describe LNG valves as being used across liquefaction, transportation, terminal, and regasification applications, with duties ranging from extremely low-temperature cryogenic service to high-capacity gas valves. This article explains how to map valve services in an LNG regasification terminal, write better specifications, and avoid the most common procurement, installation, and maintenance pitfalls.
Why LNG Regasification Terminal Valves Need a Service-by-Service Approach
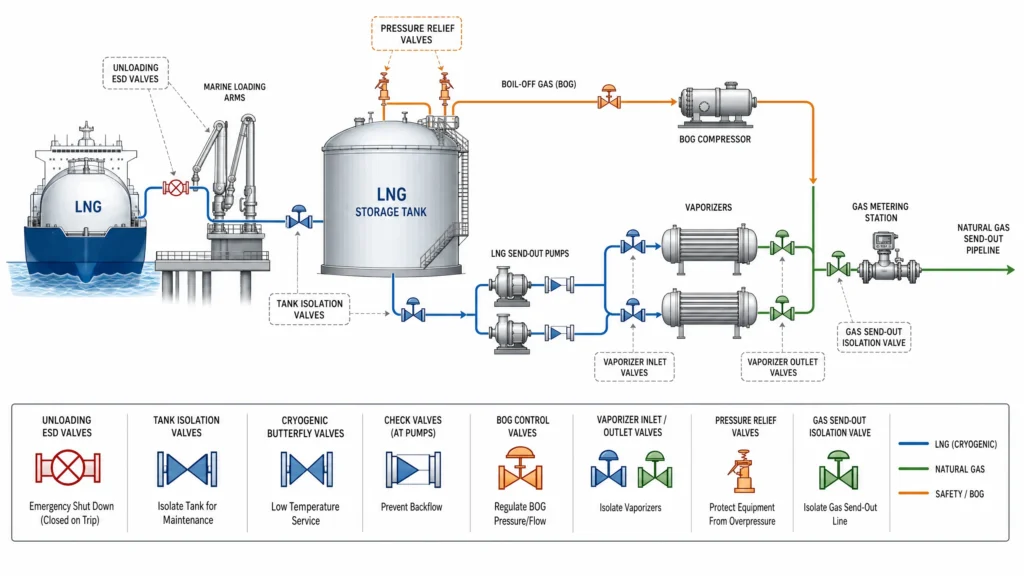
A regasification terminal is not one valve application. It is a chain of connected services that move LNG from a carrier or truck into storage, manage boil-off gas, pump liquid LNG to pressure, vaporize it, meter it, and send it into a gas network. A medium-scale terminal may include unloading systems, LNG storage, boil-off gas handling, regasification, gas send-out, bunkering, truck loading, and electrical/control systems. Each area changes the valve requirement.
The cold liquid side requires cryogenic materials, extended bonnets, low-temperature sealing, and validated leakage performance. The boil-off gas side may involve low-temperature vapor, compressor suction/discharge, pressure control, and fugitive emission concerns. The vaporizer and send-out side may move from cryogenic liquid to warmer gas, creating thermal cycling and pressure changes. Safety systems add another layer: ESD valves, pressure relief valves, check valves, and fire-safe isolation must work on demand, not only during normal operation.
For Carter Valve, this is exactly the kind of duty where application-based selection matters. Carter’s oil and gas solutions and critical isolation valve selection guide are useful companion references when defining severe-service isolation, actuation, leakage, and maintenance expectations before a purchase order is issued.
Main Valve Locations in an LNG Receiving and Regasification Terminal
The best way to avoid specification mistakes is to map the terminal first. I usually start with a simple process sketch and mark whether each valve sees cryogenic liquid, vapor, two-phase flow, warm gas, utility fluid, emergency isolation, or pressure relief.
| Terminal area | Typical valve duties | Key specification focus |
|---|---|---|
| Marine unloading arms and jetty piping | ESD, isolation, drain, vent, double block where required | Fast closure philosophy, cryogenic design, emergency release coordination, leakage class |
| LNG storage tank inlet/outlet | Tank isolation, recirculation, drain, pressure protection interfaces | Low-temperature toughness, extended bonnet, trapped-liquid relief, maintainability |
| Boil-off gas system | BOG isolation, compressor suction/discharge, pressure control | Low emission packing, gas tightness, control stability, compressor protection |
| LNG send-out pumps | Pump isolation, check valves, minimum-flow protection | Cryogenic liquid compatibility, check valve dynamics, pressure surge review |
| Vaporizers | LNG inlet isolation/control, outlet gas isolation, utility valves | Thermal cycling, two-phase risk, erosion, actuator torque, utility corrosion |
| Gas metering and send-out | Isolation, control, pressure reduction, safety shutoff | Gas pressure rating, noise, leakage, actuation, standards compliance |
| Relief and depressurization | Pressure relief, thermal relief, blowdown, vent | Set pressure, capacity, trapped-liquid expansion, discharge routing |
This table also exposes a common procurement problem. A buyer may ask vendors for “LNG valves” as a package, but vendors cannot responsibly size and select valves without knowing the service category. The result can be over-specified commodity items in easy services and under-specified valves in the critical ones.
LNG Terminal Service Conditions That Change Valve Design
The most important service variables are temperature, phase, pressure, leakage consequence, and cycling frequency. LNG liquid service is usually the most obvious cryogenic duty, but it is not the only difficult one. Boil-off gas lines can see low temperatures and high emission sensitivity. Send-out gas valves may not be cryogenic, but they can see higher pressure, larger flow, noise, and safety shutdown requirements.
| Service condition | Design implication |
|---|---|
| Cryogenic liquid LNG | Requires low-temperature materials, extended bonnet, cryogenic testing, and tight shutoff |
| Two-phase or flashing risk | Requires control-valve review, erosion resistance, and avoidance of throttling isolation valves |
| High-pressure send-out gas | Requires pressure-temperature rating, noise review, actuator margin, and fugitive emission control |
| Thermal cycling | Requires material compatibility, controlled clearances, live-loaded packing where appropriate |
| Flammable vapor | Requires leakage control, ESD philosophy, fire-safe evaluation, and safe venting |
| Trapped liquid | Requires thermal relief or cavity relief to prevent overpressure from liquid expansion |
| Marine environment | Requires corrosion resistance, coating, fastener selection, and maintainable actuation |
EPA guidance for chemical inventory reporting describes cryogenic conditions as very low temperatures, -130°F or less, for certain stored gases. LNG itself is commonly handled near -162°C. At these temperatures, standard materials, standard packing assumptions, and ambient-only testing are not enough. Cryogenic valve failure can create leakage, freezing, torque increase, brittle fracture, or failure to stroke when the terminal needs the valve most.
Specification Stack: What to Put in an LNG Valve Data Sheet
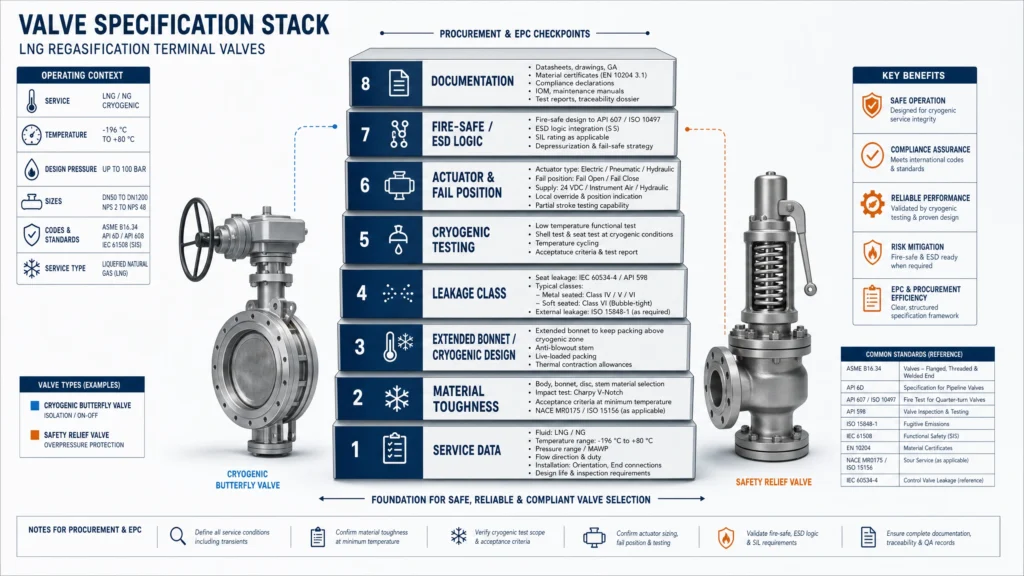
A strong LNG valve specification starts with service data and then layers design requirements on top. If the first layer is weak, every later requirement becomes guesswork. For each valve tag, the data sheet should state fluid, phase, minimum and maximum temperature, normal and design pressure, differential pressure, flow condition, pipe class, orientation, insulation, actuation, fail position, leakage requirement, and test standard.
| Specification layer | What to define clearly |
|---|---|
| Service data | LNG, BOG, natural gas, seawater, glycol, nitrogen, drain, vent, or relief service |
| Materials | Body, bonnet, disc/ball/gate, stem, seat, packing, bolting, and low-temperature toughness basis |
| Cryogenic design | Extended bonnet, stem orientation, insulation interface, cavity relief, anti-static requirements |
| Leakage class | Seat leakage at ambient and cryogenic temperature; stem leakage where relevant |
| Testing | Shell, seat, cryogenic, fugitive emission, fire-safe, functional, and project-specific tests |
| Actuation | Torque/thrust basis, stroke time, fail action, manual override, accessories, local indication |
| Safety function | ESD cause-and-effect, proof testing, reset philosophy, bypass controls, diagnostics |
| Documentation | MTRs, test certificates, GA drawings, IOM manual, spare parts, baseline torque/stroke data |
ASME B16.34 covers pressure-temperature ratings, dimensions, tolerances, materials, nondestructive examination, testing, and marking for many valve constructions. NFPA 59A is a leading standard for LNG production, storage, and handling. API also describes its standards as consensus-based documents used across the oil and gas industry to enhance safety and reliability. In practice, an LNG terminal project may reference several standards at once, so the valve purchase specification should identify which standards apply to which valve type and which acceptance criteria govern conflict resolution.
For Carter Valve product selection, the cryogenic six-eccentric butterfly valve, isolation valve category, and butterfly valve category are natural starting points for LNG isolation duties. For pressure protection, review Carter’s safety relief valve category during early package definition.
Valve Types by Service: Do Not Force One Design Everywhere
No single valve type is ideal for every LNG regas terminal service. Butterfly valves can be attractive for large-diameter isolation because they are compact and relatively light. Ball valves are common for tight shutoff and full-bore isolation. Globe or severe-service control valves are used where throttling accuracy matters. Check valves protect pumps and prevent reverse flow. Pressure relief valves protect equipment and trapped volumes.
| Valve type | Where it commonly fits | Watch-outs |
|---|---|---|
| Cryogenic butterfly valve | Large LNG isolation, vaporizer isolation, utility isolation depending on design | Confirm leakage, torque, extended bonnet, thermal cycling, and actuator margin |
| Ball valve | Tight isolation, ESD, drain/vent, smaller cryogenic lines | Confirm cavity relief, fire-safe design, seat material, and cryogenic testing |
| Gate valve | Full-bore isolation in selected cryogenic services | Slower operation, actuation size, seat wear, and installation orientation |
| Globe/control valve | Flow regulation, pressure control, BOG or send-out control | Must be sized for flashing, noise, erosion, and stability |
| Check valve | Pump discharge and backflow prevention | Review slam, reverse velocity, pressure surge, and low-temperature materials |
| Safety relief valve | Tank, piping, vaporizer, and trapped-liquid protection | Sizing basis, set pressure, cryogenic compatibility, and discharge routing are critical |
A frequent mistake is to use an isolation valve for throttling because it is already installed in the line. Cryogenic fluids and two-phase flow make this especially risky. Seat erosion, vibration, noise, and unstable flow can damage the valve and create leakage. If the process needs modulation, specify a control valve designed for that duty rather than asking an isolation valve to behave like one.
Common Pitfalls in LNG Terminal Valve Selection
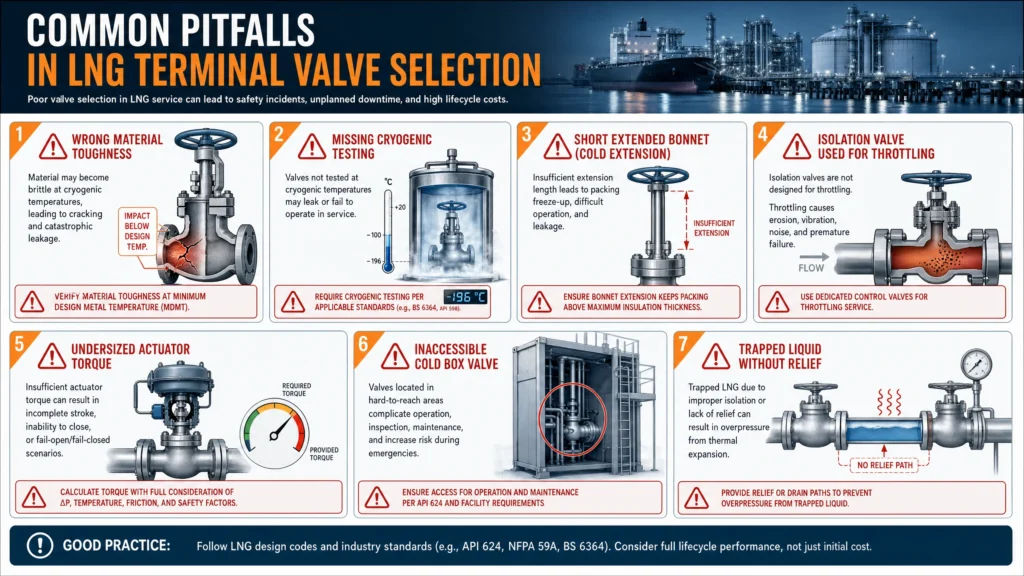
The fastest way to improve an LNG valve package is to identify pitfalls before they appear in the field. Many of these mistakes are not caused by lack of effort; they happen because piping, process, procurement, safety, and maintenance teams each see only part of the problem.
| Pitfall | What happens later | Better practice |
|---|---|---|
| Wrong material toughness | Brittle fracture risk, cracking, leakage, or rejected documentation | Specify MDMT, material grade, impact testing, and MTR traceability |
| Ambient-only leakage claim | Valve passes shop test but leaks after cool-down | Require cryogenic seat and stem leakage acceptance where applicable |
| Short extended bonnet | Packing freezes, torque rises, stem leakage develops | Define insulation thickness and minimum extension above cold zone |
| Isolation valve used for control | Seat damage, vibration, unstable flow, premature leakage | Use dedicated control valves for throttling service |
| Undersized actuator | Slow stroke, incomplete closure, failed ESD action | Size torque/thrust for low temperature, ΔP, packing friction, and aging |
| Inaccessible installation | Maintenance requires insulation removal or unsafe access | Check actuator, packing, limit switch, and handwheel access in 3D model |
| No trapped-liquid relief | Pressure rises as trapped LNG warms and expands | Provide relief or venting for cavities and blocked-in liquid sections |
Blackhall Engineering identifies thermal cycling fatigue, seat damage or seal erosion, and incorrect or misaligned actuation as common cryogenic valve failure modes. Those failure modes map directly to LNG terminal problems. A valve may survive the first cool-down and still become unreliable after repeated start-up, shutdown, loading, and maintenance cycles.
ESD, Actuation, and Fail Position: Specify the Behavior, Not Just the Hardware
LNG terminal emergency shutdown valves must be treated as part of a safety function. The specification should define the initiating signals, closure or opening direction, stroke time, fail action, local and remote indication, reset philosophy, manual override, and proof-test method. A vague instruction such as “fail safe” is not enough.
For example, an unloading ESD valve may need to close quickly on ship-shore link trip, fire detection, loading arm emergency release, or high-high tank level. A send-out gas shutdown valve may have different closure timing to avoid pressure surge. A BOG compressor valve may need a specific fail position to protect compressor operation and tank pressure. Each service should be written into the cause-and-effect narrative and then reflected in the valve data sheet.
Carter Valve’s guide on ESD valve selection, leakage, and stroke time is a useful internal transition for readers who need to connect valve selection with shutdown philosophy. The actuator sizing guide for butterfly valves also supports the torque and fail-action discussion.
Materials, Testing, and Leakage: Where Procurement Often Misses Risk
The lowest-priced compliant-looking bid can become expensive if it lacks cryogenic test evidence, material traceability, or clear leakage acceptance. LNG service should normally require pressure-retaining materials suitable for the minimum design metal temperature, appropriate stem and trim materials, compatible packing and seat materials, and documentation that can be audited during commissioning or later maintenance.
| Requirement | Why it matters |
|---|---|
| MTR and material traceability | Confirms the delivered valve matches the specified low-temperature material |
| Charpy/impact data where required | Supports toughness at minimum design temperature |
| Cryogenic test certificate | Confirms leakage and operation at low temperature, not just ambient conditions |
| Leakage class definition | Prevents confusion between API 598, ISO 5208, FCI, or project-specific language |
| Fire-safe test reference | Important for selected ESD and hydrocarbon isolation valves |
| Fugitive emission control | Supports methane emission reduction and stem leakage management |
| Oxygen cleaning where applicable | Required for oxygen or oxygen-enriched utility services, not general LNG by default |
Carter Valve’s article on valve leakage classes can help teams avoid one of the most common communication failures: assuming that “tight shutoff” means the same thing to process, procurement, and vendors.
Commissioning and Lifecycle Checks for LNG Terminal Valves
Commissioning should not merely confirm that valves open and close. It should create a baseline for future reliability. For each critical valve, record installed orientation, actuator settings, stroke time, torque or pressure profile, leakage test evidence, limit switch response, ESD signal path, and any deviations from vendor documentation.

| Commissioning checkpoint | Acceptance question |
|---|---|
| FAT and inspection record | Does the shipped valve match the approved data sheet and drawings? |
| Cryogenic test certificate | Was the valve tested at the required low temperature and leakage criterion? |
| Cool-down monitoring | Did the valve cool down without abnormal leakage, binding, or frost pattern? |
| Stroke/torque baseline | Is actuator output adequate under installed conditions? |
| ESD test | Does the valve reach the correct final position within the required time? |
| Relief path verification | Are blocked-in LNG volumes protected against thermal expansion? |
| Accessibility review | Can maintenance reach packing, actuator, accessories, and manual override safely? |
| Spare parts handover | Are seats, packing, gaskets, solenoids, switches, and special tools identified? |
The lifecycle lesson is simple: the valve record created during commissioning becomes the reference for troubleshooting. Without baseline data, later teams have to guess whether rising torque, small leakage, or slower stroke is normal aging or an early warning.
Cost and Risk: Why “Almost Right” Can Be Expensive
In LNG terminals, valve cost should be evaluated against operational consequence. A leaking tank isolation valve may delay maintenance. A poor ESD valve can create a safety concern. A missing thermal relief path can expose piping to overpressure. A valve installed without access may convert a small packing adjustment into a cold-box or insulation job.
The cost of poor selection is not only replacement hardware. It can include ship unloading delays, send-out interruption, methane emissions, emergency maintenance, commissioning hold points, insulation rework, and regulatory scrutiny. The better commercial approach is to buy the correct specification once, preserve documentation, and maintain the valve based on service criticality.
Conclusion
LNG regasification terminal valves must be selected by service, not by generic valve category. The same terminal includes cryogenic liquid LNG, boil-off gas, high-pressure send-out gas, utility systems, emergency isolation, and pressure protection. Each service changes the required materials, bonnet design, leakage class, actuator sizing, testing, documentation, and maintenance access.
For EPC and terminal teams, the most reliable workflow is to map every valve tag to its service conditions, define the applicable standards and acceptance criteria, verify cryogenic testing where needed, confirm ESD and fail-position behavior, and preserve commissioning baselines for lifecycle maintenance. Carter Valve can support this work with severe-service butterfly valves, cryogenic isolation configurations, actuator matching, leakage-class guidance, and oil-and-gas valve selection support.
Frequently Asked Questions
What valves are used in an LNG regasification terminal?
An LNG regasification terminal uses cryogenic isolation valves, butterfly valves, ball valves, gate valves, control valves, check valves, safety relief valves, ESD valves, drain and vent valves, and utility valves. The right type depends on whether the service is LNG liquid, boil-off gas, send-out gas, vaporizer utility, relief, or shutdown duty.
What is the most important specification for LNG terminal valves?
The most important starting point is complete service data. Temperature, pressure, phase, flow, leakage requirement, fail position, testing standard, insulation, orientation, and maintenance access must be defined before valve type or material can be selected responsibly.
Do all LNG valves need extended bonnets?
Not every valve in a terminal needs an extended bonnet, but cryogenic liquid and low-temperature services often do. The extended bonnet keeps the stem packing away from the cold zone and helps prevent freezing, leakage, and high operating torque.
Why is cryogenic testing important for LNG valves?
Cryogenic testing verifies that the valve can seal and operate at low temperature. Ambient testing alone cannot prove that materials, seats, packing, clearances, and actuator torque will behave correctly after cool-down.
Can butterfly valves be used in LNG terminals?
Yes, cryogenic butterfly valves can be used in selected LNG isolation duties, especially larger-diameter lines where compact size and lower weight are valuable. They must be designed and tested for cryogenic temperature, leakage requirement, actuator torque, and thermal cycling.
What are the common LNG valve failures?
Common failures include packing leakage, seat damage, thermal cycling fatigue, actuator misalignment, high torque after cool-down, failure to reach ESD position, and leakage caused by incorrect material or missing cryogenic test verification.
What is a common pitfall in LNG valve procurement?
A common pitfall is buying based on valve type and price without separating services. A valve suitable for warm gas utility duty may be unsuitable for cryogenic LNG isolation, and a valve suitable for isolation may be unsuitable for throttling.
How should LNG terminal valves be commissioned?
Commissioning should verify documentation, cryogenic certificates, installed orientation, leakage performance, cool-down behavior, actuator stroke and torque baseline, ESD trip response, relief paths, and maintainability. The results should be stored for future troubleshooting.
References
[1] Wärtsilä — Small- and Medium-Scale LNG Terminals
[2] Baker Hughes — LNG Valve Solutions
[3] U.S. EPA — What is considered cryogenic conditions?
[4] ASME — B16.34 Valves: Flanged, Threaded, and Welding End
[5] NFPA — NFPA 59A, Standard for the Production, Storage, and Handling of Liquefied Natural Gas
[6] American Petroleum Institute — Standards
[7] Blackhall Engineering — Avoiding Common Failures in Cryogenic Valves
[8] QRC Valves — Cryogenic Valves: Uses, Types, Standards, and Testing