




Chloride stress corrosion cracking does not announce itself with gradual metal loss, visible rust, or changes in operating behaviour. A valve body or bonnet made from 316L stainless steel can sit in a seawater service line, pass every visual inspection, and show no corrosion under standard examination — and then crack through catastrophically, with no plastic deformation warning and no detectable prior leak.
This failure mode kills equipment, creates unplanned shutdowns, and in the worst cases creates safety events on platforms and process units where fluid release is not a maintenance issue but a containment crisis. It is disproportionately common in offshore oil and gas, marine, desalination, and coastal chemical plant environments — precisely the industries where 316 stainless steel is routinely specified because it looks like a corrosion-resistant material.
The mechanism is chloride stress corrosion cracking (CSCC). It is not a materials defect, not a manufacturing fault, and not an unpredictable anomaly. It is a well-understood electrochemical and mechanical phenomenon that follows predictable rules — and it is preventable, provided the right material is specified from the start.
What Is Chloride Stress Corrosion Cracking?
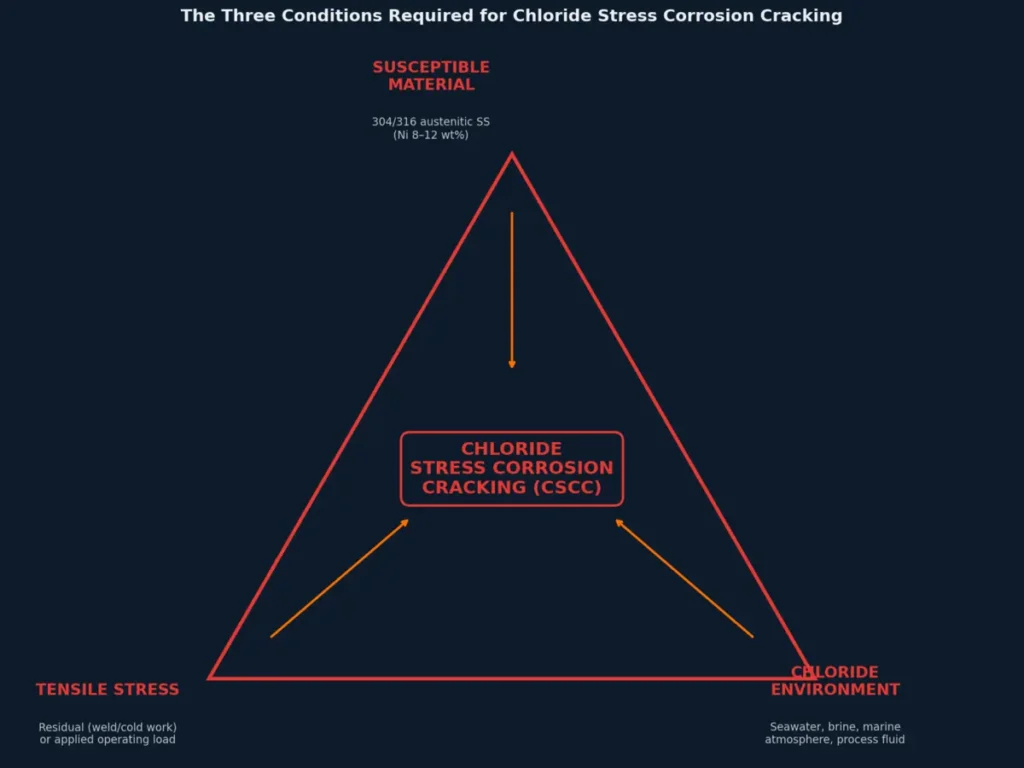
Chloride stress corrosion cracking is the brittle fracture of a metal under the simultaneous action of three conditions:
- Tensile stress — either applied (operating pressure, mechanical loading) or residual (from welding, cold-working, thermal cycling, or press-fit assembly)
- Chloride-containing environment — seawater, brine, marine atmosphere, produced water, or any process fluid or external environment containing chloride ions
- Susceptible material — primarily austenitic stainless steels with nickel content in the 8–12 wt% range, including the ubiquitous 304, 304L, 316, and 316L grades
Remove any one of these three conditions and CSCC cannot occur. But all three are present simultaneously in most offshore and coastal industrial environments — which is why this failure mode is endemic in those settings.
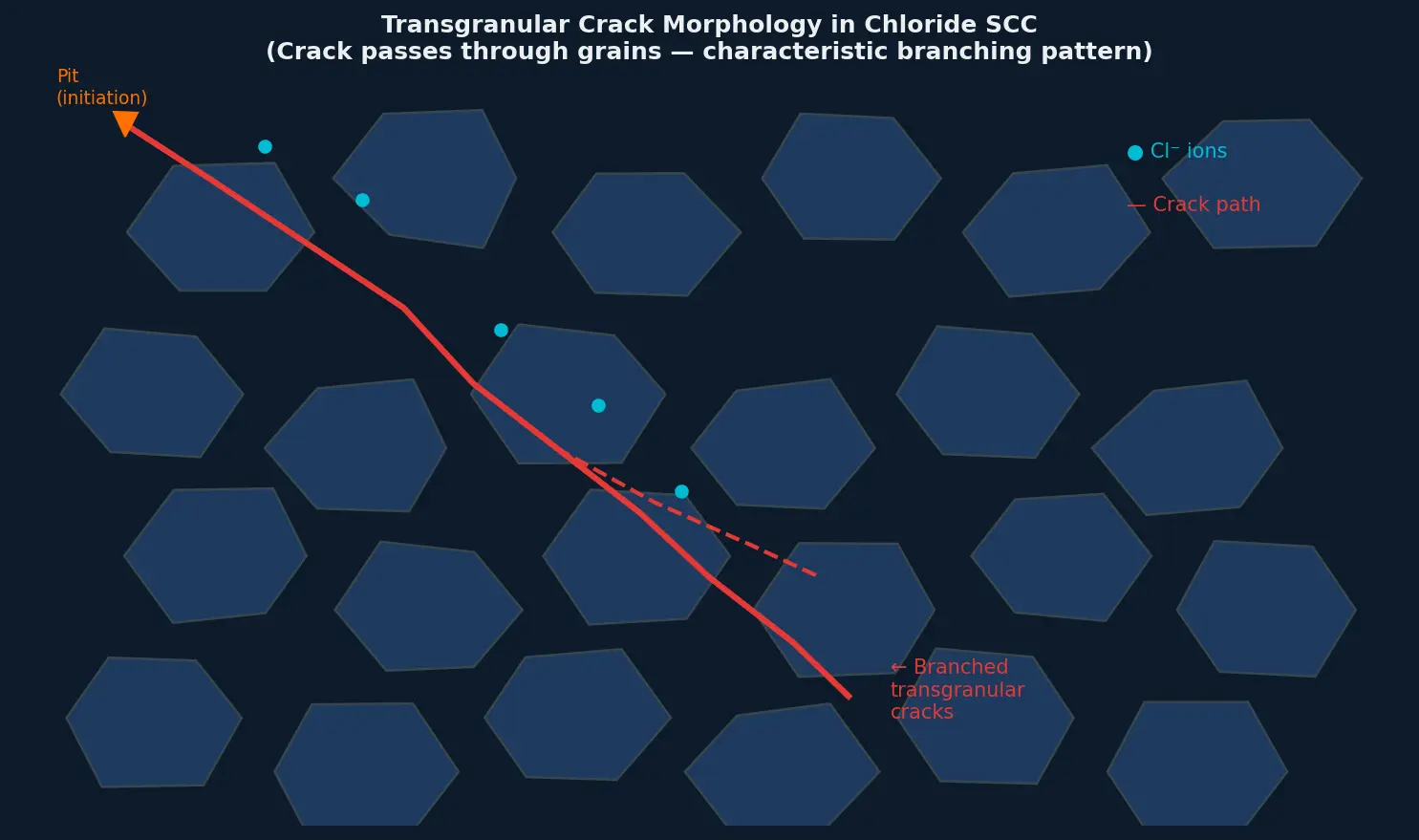
The crack morphology is characteristic and diagnostic. CSCC in austenitic stainless steel is transgranular — the crack passes through grains rather than along grain boundaries. Under metallographic examination, the crack path shows a distinctive branched appearance, with secondary cracks splitting off the primary crack front. This branching is a fingerprint: when a forensic metallurgist sees it, CSCC is confirmed.
The fracture surface is brittle in appearance — no significant plastic deformation, no necking, no ductile tearing. A component that should have significant toughness before fracture behaves as if it were a ceramic. This sudden, brittle character is what makes CSCC a safety-critical concern rather than just a maintenance cost.
The Electrochemical Mechanism
Understanding why CSCC occurs helps predict when it will occur and what material changes will prevent it.
At the microscopic level, CSCC begins with a breakdown of the passive oxide layer that gives stainless steel its corrosion resistance. Chloride ions are aggressive anions that compete with and displace the oxygen ions stabilising the chromium oxide passive film. At points of stress concentration — weld toes, machined threads, press fits, pitting scars — the passive film breaks down locally, exposing bare metal to the electrolyte.
Once the passive film is breached, anodic dissolution begins at the exposed metal, creating a micro-pit. The pit geometry creates a stress concentration that amplifies the local tensile stress. Simultaneously, the pit interior chemistry changes: chloride ions migrate in to maintain charge balance, lowering the local pH and creating an acidic, depassivating micro-environment inside the pit. Hydrogen is generated at the cathodic regions and can diffuse into the steel ahead of the crack tip, further embrittling the material.
The crack advances by alternating between anodic dissolution at the tip and stress-driven fracture of the embrittled zone ahead. The result is a crack that advances through the material grain by grain — fast enough to cause unexpected structural failure but slow enough that it may go undetected in service for weeks or months before through-wall penetration.
The Temperature and Chloride Thresholds
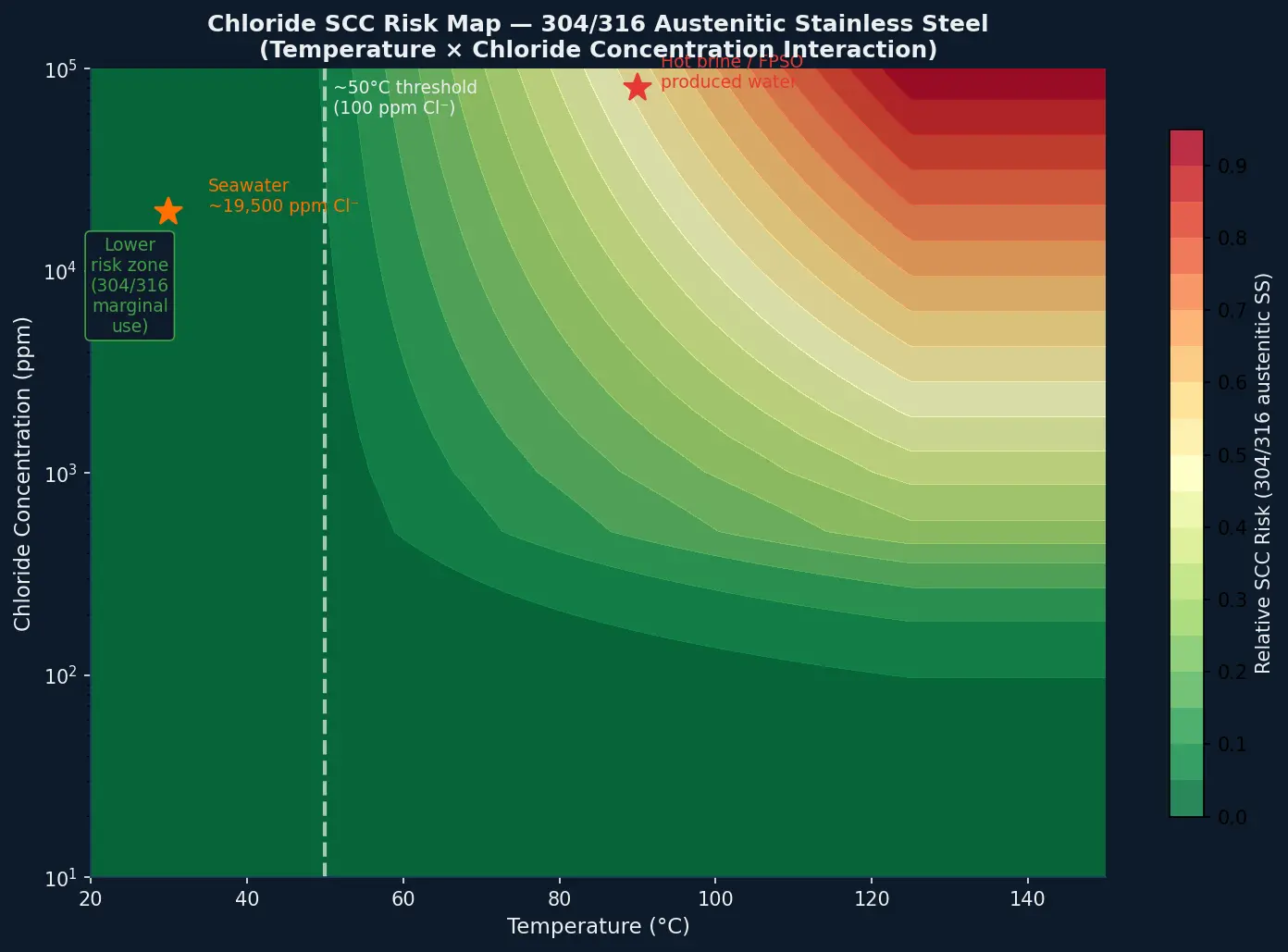
CSCC in 304/316 stainless steel is not equally likely across all service conditions. The risk is a function of both chloride concentration and temperature, and their interaction.
Temperature threshold: The widely referenced threshold for SCC susceptibility of 304/316 austenitic grades in chloride-containing environments is approximately 50–60°C at chloride concentrations above roughly 100 ppm. Below this temperature threshold, the kinetics of the dissolution and crack advance mechanism are slow enough that cracking does not propagate on practical engineering timescales — though this is not immunity, and the threshold shifts with chloride concentration and stress level.
No safe chloride concentration for 304/316: At elevated temperatures, there is no lower chloride limit that makes 304 or 316 immune to CSCC. Research consistently shows that 304 and 316 perform similarly in chloride SCC susceptibility — the molybdenum addition in 316 that improves pitting resistance provides little benefit for SCC resistance. Both grades can crack at chloride concentrations of a few hundred ppm at temperatures above 60°C.
Evaporation and concentration effects: One frequently overlooked scenario is evaporative concentration. If a chloride-containing solution evaporates on a hot stainless steel surface — including the external surface of a valve body in a marine atmosphere — the local chloride concentration at the metal surface can be orders of magnitude higher than the bulk fluid concentration. Under these conditions, CSCC can initiate at temperatures and bulk concentrations that appear safe.
This is why offshore platform equipment — exposed to marine spray and heat from process lines — has seen CSCC failures in 316L valves and piping even when the bulk seawater temperature is below the nominal threshold. The risk zone is broader than the threshold numbers suggest in evaporative or splash-zone conditions.
Why Valve Components Are Particularly Vulnerable
Valves concentrate several CSCC risk factors simultaneously:
Residual welding stresses. Valve bodies are welded to piping. Weld heat-affected zones contain high residual tensile stresses from the thermal cycle, and the weld microstructure can be sensitised — chromium carbide precipitation at grain boundaries depletes the adjacent grain boundary regions of chromium, reducing local corrosion resistance and creating preferential paths for CSCC initiation.
Machined stress concentrations. Threaded connections, O-ring grooves, bore transitions, and keyways all create geometric stress concentrations that amplify the local tensile stress above the nominal operating stress. These are exactly the locations where CSCC initiates first.
Trapped environments. Crevices under gaskets, between body and end cap faces, and around packing gland components create stagnant micro-environments where chloride can concentrate and local pH can drop — both aggravating conditions for CSCC relative to bulk fluid exposure.
Pressure-induced stress. A pressurised valve body is under hoop stress. For a 150 lb class valve at maximum allowable working pressure, the tensile stresses in the body wall are well within the yield strength of 316L — but they are sustained tensile stresses that, combined with residual welding stress, can easily exceed the threshold for CSCC initiation in a chloride environment.
The combination of these factors means that a valve specified as 316L stainless for “corrosion resistance” in an offshore seawater system can fail by CSCC within 12–24 months of commissioning — not because the specification was careless, but because CSCC was not the failure mode that was assessed. NACE MR0175/ISO 15156 governs sour service material selection, and the NORSOK M-001 standard addresses material selection for North Sea offshore environments — but the engineer must know to invoke these frameworks in the first place.
Material Selection: Moving Up the Resistance Ladder
The solution to CSCC is straightforward in principle: change the material to one that resists the cracking mechanism. The choice depends on the service severity.
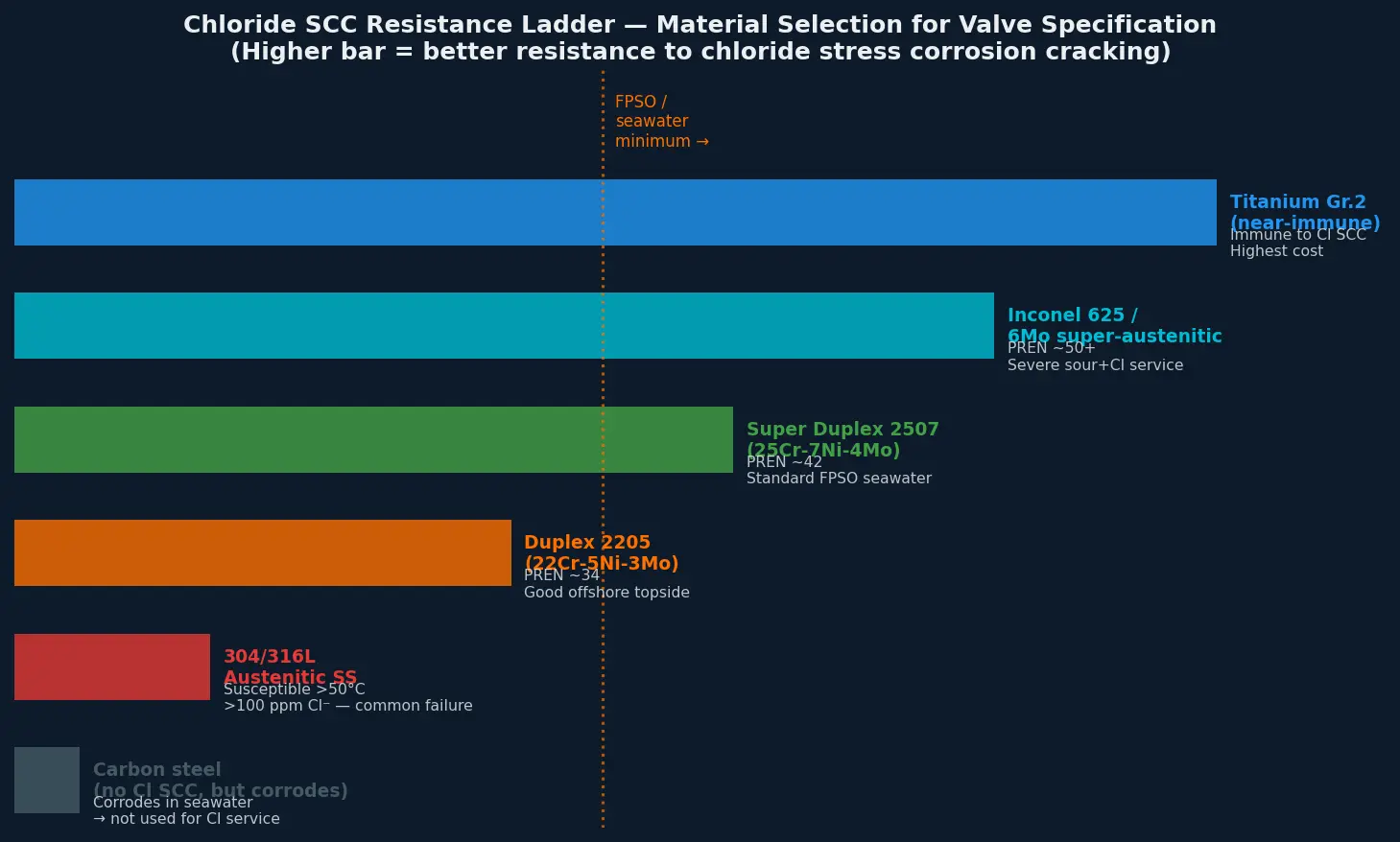
Duplex stainless steel 2205 (UNS S31803/S32205) has a two-phase austenite-ferrite microstructure in roughly equal proportions. The ferrite phase interrupts the continuous austenitic matrix and physically blocks transgranular crack propagation. The result is substantially better CSCC resistance than 304/316, combined with approximately twice the yield strength. The Pitting Resistance Equivalent Number (PREN = %Cr + 3.3×%Mo + 16×%N) for 2205 is approximately 34, making it suitable for offshore topside process service with moderate chloride exposure.
Super duplex stainless steel 2507 (UNS S32750) has higher alloy content — 25% Cr, 7% Ni, 4% Mo — giving a PREN of approximately 42. This is the standard material for seawater service piping and valves in offshore and FPSO applications per NORSOK M-001 and equivalent standards. For seawater cooling, firewater, and ballast systems where 304/316 would fail by CSCC, 2507 provides reliable service life.
6Mo super-austenitic stainless steel (e.g. UNS N08367) achieves PREN above 40 in an austenitic microstructure, with better weldability than super duplex for some applications. CSCC threshold temperatures are well above 100°C in neutral chloride solutions.
Inconel 625 and similar nickel alloys are specified for the most severe combinations of chloride, temperature, and sour service (H₂S present). These materials are governed by NACE MR0175/ISO 15156 Part 3 for sour service and provide near-immunity to CSCC under conditions that destroy duplex grades.
The selection logic is:
- Offshore topside, moderate chloride → Duplex 2205
- Seawater, FPSO, high-chloride brine → Super Duplex 2507 (PREN > 40)
- Sour service with chlorides → NACE MR0175-compliant alloy, typically Inconel or super duplex with verified heat treatment
- Subsea or extreme service → Titanium or Inconel 625
Carter Valve’s olie- en gasoplossingen cover material selection for FPSO, platform, and subsea valve applications where CSCC risk drives the specification away from standard stainless grades.
The PREN Number: What It Tells You and What It Does Not
PREN (Pitting Resistance Equivalent Number) is widely used in offshore material specifications as a proxy for corrosion resistance. The formula weights the contributions of chromium, molybdenum, and nitrogen to pitting resistance in chloride solutions.
A PREN above 40 is the generally accepted threshold for seawater service. Super duplex 2507 at PREN ~42 and 6Mo grades at PREN ~46+ meet this threshold.
But PREN has limitations that engineers must understand:
PREN predicts pitting resistance, not directly SCC resistance. The two are related but not identical. A high PREN means the passive film is more stable and pitting is less likely — which reduces the pit-initiation mechanism for CSCC. But a material with high PREN and inappropriate microstructure can still crack. A published failure case involving a super duplex valve in seawater service demonstrated that even 2507-specification cast material can suffer SCC if the ferrite phase distribution is non-uniform due to casting segregation — producing regions with locally low PREN despite meeting the bulk chemistry specification.
Cast vs wrought: Cast valve bodies can have segregated microstructures where the ferrite distribution and local composition deviate from the wrought equivalent. For critical seawater and high-chloride service, specifying material test reports that include ASTM G48 pitting corrosion testing on the actual heat of material — not just chemistry compliance — is a meaningful additional safeguard.
Guidance on how these material standards interact with valve leakage class requirements is covered in the Carter Valve article on valve leakage classes: API 598, ANSI/FCI 70-2, and ISO 5208.
Veelgestelde vragen
Is 316L really no better than 304L for chloride SCC resistance?
For CSCC specifically — yes, they are essentially equivalent. The 2% molybdenum in 316/316L significantly improves pitting resistance, which is why 316 is preferred over 304 in chloride environments. But the molybdenum does not substantially slow the CSCC crack propagation mechanism once a pit has initiated and the conditions for cracking are met. The SCC threshold temperatures for 304 and 316 in neutral chloride solutions are similar — both around 50–60°C at concentrations above 100 ppm Cl⁻.
Can post-weld heat treatment (PWHT) prevent CSCC?
PWHT (stress relief) reduces residual welding stresses, which is one of the three conditions required for CSCC. Stress-relieving 304/316 weldments does reduce CSCC risk compared to as-welded condition. However, the standard solution annealing treatment for austenitic stainless steel (rapid quench from above 1050°C) is not always practical on assembled valve components. Moving to a more resistant material is the more reliable engineering solution for new equipment, while stress relief is a viable mitigation for in-service equipment.
How quickly does CSCC cause failure?
Time to failure depends strongly on stress level, temperature, chloride concentration, and the presence of pits as initiation sites. In laboratory accelerated tests (boiling MgCl₂ solution), 316 specimens can crack in hours. In real offshore service, the typical failure timeline for 316L valves and piping in seawater service ranges from months to a few years — which is fast enough to be within normal maintenance intervals but slow enough to give no warning before through-wall cracking occurs.
Does painting or coating prevent CSCC?
External coatings reduce the valve body’s exposure to the chloride environment, which removes one of the three CSCC conditions. This is a valid mitigation for external CSCC — for example, protecting a 316 valve body in a marine atmosphere. However, coatings can holiday, scratch, or degrade, and the protected surface under a coating failure is in a more aggressive local environment than bare metal. Coatings are not a substitute for correct material selection in primary wetted components.
What inspections detect CSCC before failure?
Chloride SCC cracks may be too fine for visual inspection in early stages. Liquid penetrant testing (PT) or dye penetrant inspection can detect surface-breaking cracks once they are large enough. Eddy current testing can detect near-surface cracks without requiring surface access. For critical valves in known CSCC environments, periodic PT inspection of welds, threads, and stress concentration zones — at intervals matched to expected crack growth rate — is the appropriate integrity management approach. Replacing 304/316 with duplex in new equipment eliminates the inspection burden.
What standard governs material selection for offshore valve service?
For North Sea offshore environments, NORSOK M-001 is the primary material selection standard. It defines which stainless steel grades are permitted in seawater and other corrosive service and specifies PREN minimums and testing requirements. For sour service (H₂S present with chlorides), NACE MR0175/ISO 15156 governs material selection and hardness limits to prevent both CSCC and hydrogen embrittlement. Carter Valve’s mariene en scheepsbouwoplossingen page outlines how these requirements shape valve specification for offshore and vessel applications.
Request a Technical Consultation on Corrosion-Resistant Valve Specification
If you are specifying valves for seawater, marine, FPSO, offshore topside, or any service with chloride exposure above 100 ppm at temperatures above 50°C, material selection is not a default decision — it is an engineering calculation.
Carter Valve’s team supports material selection for severe corrosive service, including CSCC risk assessment, PREN verification, and compliance with NORSOK, NACE MR0175, and project-specific corrosion specifications. We supply isolation and control valves in duplex 2205, super duplex 2507, and nickel alloy body and trim configurations for the most demanding offshore environments.
Tell us your service — fluid, temperature, chloride content, H₂S presence, and applicable standard — and we will recommend a material specification matched to your duty and compliance requirements.
Explore Carter Valve’s assortiment isolatiekleppen for offshore and severe corrosive service.
Referenties
- Stainless Steel Information Network (SSINA) — Chloride Stress Corrosion Cracking — https://www.ssina.com/education/corrosion/chloride-stress-corrosion-cracking/
- Corrosionpedia — Chloride Stress Corrosion Cracking of Austenitic Stainless Steel — https://www.corrosionpedia.com/chloride-stress-corrosion-cracking-of-austenitic-stainless-steel/2/7216
- Digital Refining — Susceptibility of Type 304/304L and 316/316L austenitic stainless steels to chlorides in cooling water — https://www.digitalrefining.com/article/1002873
- Hindawi International Journal of Corrosion — SCC and Hydrogen Embrittlement of 304, 310 and 316 austenitic SS in boiling MgCl₂ — https://www.hindawi.com/journals/ijc/2012/462945/
- ScienceDirect — Unexpected failure of cast super duplex stainless steel exposed to high chloride containing water — https://www.sciencedirect.com/science/article/abs/pii/S1350630722001704
- ScienceDirect Topics — Seawater Corrosion overview (NORSOK M-001 reference) — https://www.sciencedirect.com/topics/engineering/seawater-corrosion
- Supreme Valves — Valve Material Selection Guide: WCB, SS316, Duplex, Alloy Steel — https://www.supremevalves.in/blog/valve-material-selection-guide.html
- Eng-Tips Forums — Austenitic Stainless Steels — Chloride induced stress corrosion cracking (CSCC) — https://www.eng-tips.com/threads/austenitic-stainless-steels-chloride-induced-stress-corrosion-cracking-cscc.436517/
- FHWA / US Highways — Exploratory Testing of Stress Corrosion Cracking in Stainless Steels — https://highways.dot.gov/sites/fhwa.dot.gov/files/FHWA-HRT-24-132.pdf
- Imperial Valve — What materials are best for corrosive service valves? — https://www.imperialvalve.eu/2026/01/23/what-materials-are-best-for-corrosive-service-valves/