





In gas processing, few applications destroy isolation valves as rapidly as molecular sieve dehydration. Whether drying natural gas in an LNG plant, purifying cracked gas in an ethylene facility, or removing moisture in an air separation unit, the switching valves that control these adsorber beds operate in an environment designed to accelerate mechanical wear.
When these valves fail, the consequences are immediate and severe. A leaking switching valve allows wet, untreated gas to bypass the active adsorption bed and enter the regenerated bed, or worse, proceed downstream. In cryogenic applications like LNG, even trace amounts of moisture bypassing the dehydration unit will freeze upon reaching the main cryogenic heat exchanger (MCHE), causing pressure drops, flow restrictions, and ultimately forcing a costly plant shutdown for defrosting.
For decades, engineers specified rising stem ball valves (RSBVs) for this service because conventional butterfly valves simply could not survive. Today, advanced quarter-turn technologies—specifically Triple Offset Valves (TOVs) and Six-Eccentric designs—are increasingly specified to reduce weight, footprint, and capital cost. However, applying the wrong type of butterfly valve failure in this service guarantees premature failure.
This article examines the brutal operating conditions of molecular sieve service, deconstructs the five primary failure modes of conventional butterfly valves, and explains how modern metal-to-metal seated, multi-eccentric designs are engineered to survive.
The Brutal Environment of Temperature Swing Adsorption (TSA)
To understand why valves fail, one must first understand the process they are controlling. Molecular sieves (often called mol-sieves) utilize hard, granular adsorbents—typically Zeolite Type 4A or 5A—to trap water molecules in their microscopic pores.
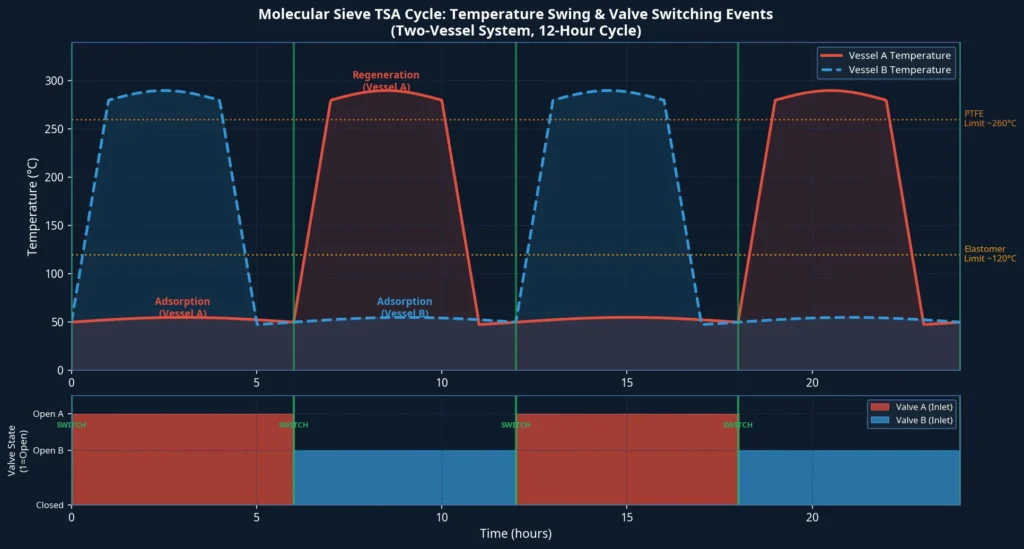
Because adsorption is a batch process, plants utilize a Temperature Swing Adsorption (TSA) cycle across multiple vessels. While one vessel actively dehydrates the incoming gas stream at ambient temperature, another vessel is regenerated by flowing hot, dry gas in reverse to drive off the trapped moisture. Once regenerated, the vessel must be cooled before it can return to active service.
This cycle creates a uniquely destructive combination of operating conditions for the switching valves:
Extreme Thermal Cycling
During the adsorption phase, the valve operates near ambient temperature (typically 40°C to 80°C). During the regeneration phase, it is subjected to hot gas ranging from 200°C to 315°C (392°F to 600°F). This massive thermal delta occurs rapidly and repeatedly, causing significant thermal expansion and contraction of the valve components.
High-Frequency Operation
A typical mol-sieve unit cycles every 8 to 12 hours, meaning the switching valves operate 3 to 4 times per day. In some aggressive processes, the cycle time is much shorter, resulting in up to 24 cycles per day. Over a standard maintenance interval of three to five years, a single valve may be required to stroke thousands of times.
Abrasive Particulate Contamination
Zeolite adsorbent beads are hard—approximately 5 on the Mohs hardness scale, similar to apatite or tooth enamel. Over time, thermal stress and pressure fluctuations cause these beads to fracture and degrade, releasing fine, highly abrasive dust into the gas stream. This dust acts as a grinding compound on valve internals.
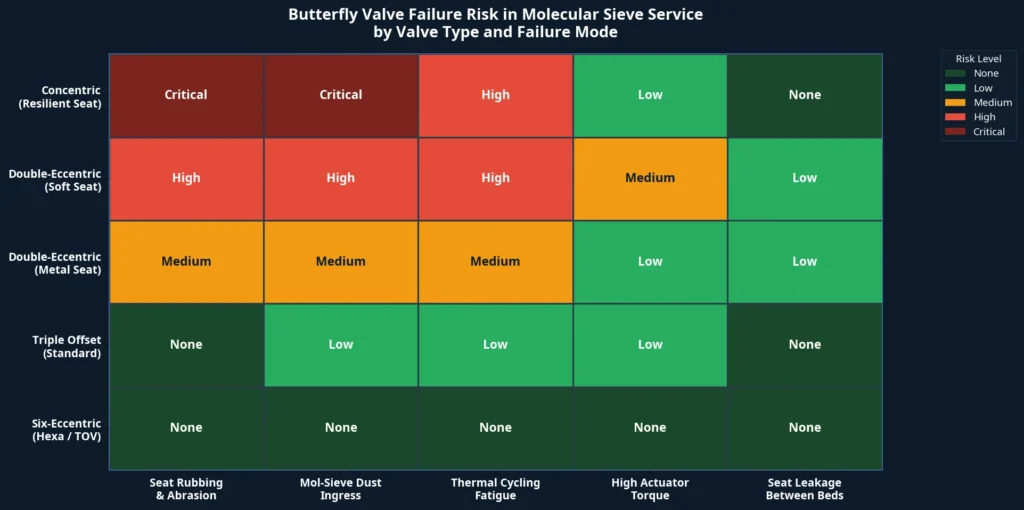
The 5 Failure Modes of Conventional Butterfly Valves
When concentric (zero-offset) or double-eccentric (high-performance) butterfly valves are installed in mol-sieve service, they typically fail within months. The failure mechanisms are predictable and directly tied to the interaction between the valve’s geometry and the process conditions.
1. Elastomer and Polymer Degradation
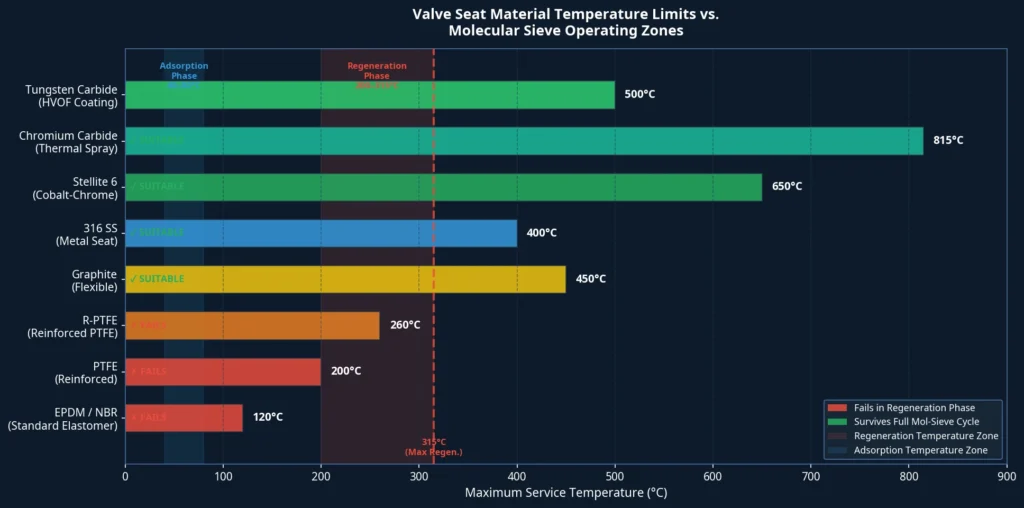
The most immediate cause of failure in standard butterfly valves is the thermal destruction of the seat material. Concentric butterfly valves rely on elastomeric seats (such as EPDM, NBR, or BUNA-N) which begin to degrade, harden, and lose elasticity above 120°C (250°F). In a mol-sieve regeneration cycle peaking at 315°C, these seats are rapidly destroyed.
Double-eccentric valves often utilize reinforced PTFE (R-PTFE) seats to handle higher temperatures. While PTFE offers excellent chemical resistance, it is generally limited to approximately 260°C (500°F) and is highly susceptible to “cold flow” or creep under sustained mechanical load. When subjected to the combination of high sealing stress and 300°C thermal cycles, PTFE seats permanently deform, resulting in a total loss of shutoff capability.
2. Abrasive Seat Wear and Galling
Even if a double-eccentric valve is equipped with a metal seat to survive the temperature, it remains highly vulnerable to abrasive wear.
In a double-eccentric design, the disc maintains sliding contact with the seat over the final few degrees of rotation before closure. When abrasive Zeolite dust is present in the gas stream, these particles become trapped between the disc edge and the metal seat during this sliding phase. The resulting friction acts like a grinding wheel, scoring the sealing surfaces, causing galling, and rapidly destroying the precision finish required for metal-to-metal sealing.
3. Dust Ingress and Bearing Seizure
Mol-sieve dust does not only damage the seating surfaces; it migrates into every cavity within the valve. Conventional butterfly valves feature open cavities behind the seat ring and clearance gaps around the shaft and bushings.
As abrasive dust accumulates in the shaft bearings, it dramatically increases the frictional resistance. This causes the operating torque to spike, forcing the actuator to work harder. Eventually, the bearings can seize completely, preventing the valve from fully opening or closing. An incomplete closure allows cross-contamination between the adsorber beds, while an incomplete opening creates a flow restriction that reduces process efficiency.
4. Thermal Expansion Jamming
Metals expand when heated, and different alloys expand at different rates. A typical carbon steel valve body and a stainless steel disc will experience differing rates of thermal expansion during the 250°C swing from adsorption to regeneration.
In valve designs that rely on continuous interference fit (such as concentric valves) or sliding contact (double-eccentric), this differential expansion can cause the disc to bind or jam against the seat when hot. Operators have reported instances where valves became completely inoperable during the high-temperature regeneration phase, requiring the plant to wait for the system to cool before the valve could be cycled.
5. Fugitive Emission Leaks
The high-cycle nature of mol-sieve switching places immense strain on the valve’s stem packing. As the valve cycles thousands of times while undergoing severe temperature fluctuations, standard packing materials degrade, lose volume, and fail to maintain radial pressure against the shaft.
In natural gas and petrochemical applications, this results in fugitive emissions—the invisible leakage of volatile organic compounds (VOCs) into the atmosphere. Once the packing fails, the valve becomes an environmental and safety hazard, often requiring an unplanned shutdown for repacking.
6. Flow Restrictions and Pressure Drops
Beyond leakage, a failing valve can also restrict flow. If a valve cannot open fully due to bearing seizure or thermal jamming, it acts as a permanent choke point in the pipeline. This increases the pressure drop across the valve, forcing upstream compressors to work harder and consume more energy to maintain the required flow rate. In large-scale LNG operations, even a small increase in pressure drop across multiple switching valves translates into significant annual energy penalties.
Engineering the Solution: Multi-Eccentric, Metal-Seated Technology
To survive molecular sieve service, a butterfly valve must possess three non-negotiable characteristics: it must be entirely devoid of soft polymers in the sealing area, it must close without sliding friction, and it must protect its internal moving parts from abrasive dust.
These requirements mandate the use of advanced multi-eccentric geometries, specifically Triple Offset Valves (TOV) and Six-Eccentric (Hexa) designs, paired with specialized severe-service modifications.
The Necessity of True Non-Rubbing Geometry
The fundamental advantage of a triple offset or six-eccentric valve is its cam-like closing action. By offsetting the shaft in multiple planes and utilizing a conical seating profile, the disc is completely disengaged from the seat throughout its entire stroke. Contact occurs only at the final fraction of a degree of rotation, producing a pure compressive sealing force with zero tangential sliding.
Because there is no rubbing, the abrasive Zeolite particles are not ground into the sealing surfaces. The disc simply presses against the seat, achieving a tight seal without the abrasive wear that destroys double-eccentric designs.
For an in-depth analysis of how these geometries differ in load distribution and wear characteristics, see our technical comparison of Six-Eccentric vs Triple Offset Butterfly Valves.
Hardfacing for Abrasive and Thermal Resilience
While non-rubbing geometry eliminates sliding wear, the sealing surfaces must still withstand high compressive loads and the impact of high-velocity dust particles. Bare stainless steel (typically 316 SS) is too soft for this environment and is prone to deformation and galling.
In mol-sieve service, the disc edge and the seat ring must be protected with a hardfacing overlay. Stellite 6 (a cobalt-chromium alloy) is the industry standard, offering excellent hardness (38–45 HRC) and retaining its mechanical properties at temperatures well beyond the 315°C regeneration peak. For the most extreme abrasive environments, thermal-sprayed Chromium Carbide may be specified, offering even higher hardness and exceptional resistance to particle erosion.
Read more about material selection in our guide to Metaal-op-metaal vlinderkleppen met zitting.
Bearing Protection and Cavity-Free Design
To prevent the catastrophic torque spikes associated with dust ingress, severe-service butterfly valves must incorporate specific internal defenses. Standard PTFE-lined or bronze bushings will fail rapidly in this environment.
Instead, the valve must utilize solid, hard-faced bearings (often Stellited) that can withstand both the high temperatures and the abrasive environment. Furthermore, these bearings must be shielded by engineered bearing protectors—often graphite or specialized metallic wiper rings—that physically block Zeolite dust from entering the bearing journal.
Additionally, the seat design should minimize open cavities where dust can accumulate. Solid, single-piece metal seal rings are vastly superior to laminated seal rings (which consist of alternating layers of metal and graphite) in this specific application, as laminated rings can trap fine particles between their layers, eventually compromising the seal.
Fugitive Emission Compliance for High-Cycle Service
To combat packing degradation under high-cycle conditions, the valve must be equipped with a live-loaded packing system. This utilizes Belleville springs (conical spring washers) to maintain continuous, dynamic pressure on the graphite packing rings, compensating for wear and thermal consolidation over thousands of cycles.
When specifying valves for mol-sieve service, engineers should demand certification to ISO 15848-1 (the international standard for fugitive emissions) at the CO3 endurance class, which verifies the valve’s ability to maintain strict emission limits over 2,500 mechanical cycles.
Learn more about these testing protocols in our overview of Fugitive Emission Standards for Butterfly Valves.
The Role of Automation and Actuator Sizing
Even the best-engineered valve will fail if paired with the wrong actuator. In molecular sieve service, the actuator must overcome not only the normal dynamic torque of the fluid but also the increased breakaway torque caused by thermal expansion and potential dust accumulation over time.
Actuators must be generously oversized to account for these worst-case scenarios. Furthermore, the actuation speed must be carefully controlled. A valve that opens too quickly can induce pressure surges or fluidize the adsorbent bed, causing the Zeolite beads to smash against each other and generate even more abrasive dust. Conversely, a valve that closes too slowly prolongs the period of high-velocity flow near the seat, increasing the risk of erosive wear. Hydraulic speed control circuits are often employed to ensure smooth, controlled operation that minimizes wear on both the valve and the adsorbent bed.
Carter Valves: The Hexa Platform Advantage
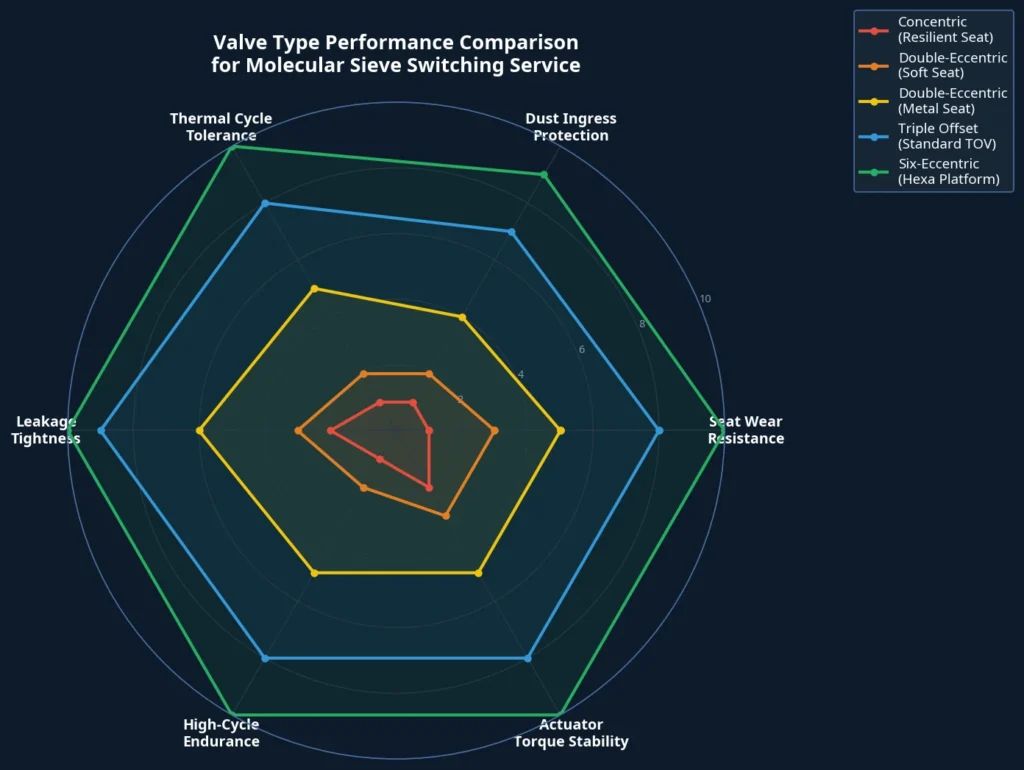
At Carter Valves, we recognize that molecular sieve switching is one of the ultimate tests of valve endurance. While our Ultra High-Pressure Triple Offset Butterfly Valves are frequently deployed in these applications, our proprietary Six-Eccentric (Hexa) platform offers a distinct advantage for facilities seeking to maximize maintenance intervals.
By introducing additional eccentricities beyond the standard TOV design, the Hexa geometry reshapes the contact path to distribute the sealing load more evenly around the full circumference of the seat. This managed load distribution reduces peak local stress at the sealing edges, making the valve significantly less sensitive to localized wear or minor thermal deformation.
When combined with our standard Stellite 6 hardfacing, solid bearing protectors, and live-loaded emission packing, the Carter Hexa Butterfly Valve delivers verified zero-leakage isolation (API 598 / ISO 5208 Rate A) that remains stable across thousands of severe thermal cycles.
Case Study: Upgrading from RSBVs to Hexa
Consider a recent installation at a major natural gas processing facility. The plant had historically relied on 24-inch Class 600 Rising Stem Ball Valves (RSBVs) for their molecular sieve switching. While the RSBVs provided adequate sealing, their massive size and weight (exceeding 5,000 kg each) made maintenance exceptionally difficult, requiring heavy lifting equipment and extended downtime for any servicing.
By upgrading to the Carter Hexa platform, the facility achieved the same zero-leakage performance and high-cycle endurance but with a weight reduction of over 60%. The compact face-to-face dimension of the Hexa valve also simplified the piping layout and reduced the structural load on the surrounding infrastructure. After two years of continuous operation—exceeding 2,000 cycles—the Hexa valves maintained bubble-tight shutoff during routine testing, validating the durability of the six-eccentric, metal-to-metal design.
Specification Checklist: What to Demand from a Mol-Sieve Butterfly Valve
The following table summarizes the minimum engineering requirements that should be specified when procuring butterfly valves for molecular sieve switching service. Valves that do not meet all of these criteria should be considered unsuitable for this application.
| Requirement | Minimum Specification | Rationale |
|---|---|---|
| Valve Geometry | Triple Offset or Six-Eccentric | Non-rubbing closure eliminates abrasive seat wear |
| Seat Material | Metal-to-metal (no elastomers or PTFE) | Soft seats fail above 120–260°C; regen reaches 315°C |
| Sealing Surface Hardfacing | Stellite 6 (min. 38 HRC) or Chromium Carbide | Resists abrasion from Zeolite dust and galling |
| Bearing Material | Solid hard-faced (Stellited) bushings | Standard PTFE/bronze bearings seize under dust ingress |
| Bearing Protection | Engineered bearing protectors / wiper rings | Physically excludes Zeolite particles from bearing journal |
| Seal Ring Type | Solid (not laminated) metal seal ring | Laminated rings trap particles between layers |
| Stem Packing | Live-loaded graphite with Belleville springs | Maintains sealing force over thousands of cycles |
| Leakage Standard | API 598 zero leakage / ISO 5208 Rate A | Prevents cross-contamination between adsorber beds |
| Fugitive Emissions | ISO 15848-1, Class B, CO3 (2,500 cycles) | Confirms long-term emission compliance in high-cycle service |
| Temperature Rating | Body: CS/LTCS; Trim: SS or higher alloy | Accommodates 40–315°C thermal swing |
| Actuator Sizing | Minimum 1.5× calculated maximum torque | Accounts for worst-case dust accumulation and thermal expansion |
| Actuation Speed | Hydraulic speed control; slow opening | Prevents adsorbent bed fluidization and reduces seat erosion |
| Stem Installation | Horizontal or angular preferred | Prevents particle accumulation in the seating area |
| Weld Quality | 100% radiographic examination (RT) | Prevents fatigue crack propagation under thermal cycling |
Engineers specifying valves for this service are also encouraged to review the licensor’s recommendations, as some process licensors specify a preferred valve type or vendor qualification list for their mol-sieve technology.
Veelgestelde vragen
Can any butterfly valve be used in molecular sieve service?
No. Concentric and double-eccentric butterfly valves with soft seats are fundamentally unsuitable. Only triple offset or six-eccentric designs with full metal-to-metal seating, hard-faced surfaces, and dust-protected bearings can reliably survive the combination of high temperatures, abrasive dust, and high-cycle operation.
Why are rising stem ball valves (RSBVs) still specified if TOVs are available?
RSBVs have a long track record in mol-sieve service and are preferred by some licensors. Their axial sealing mechanism completely avoids rotational friction. However, RSBVs are extremely heavy and expensive at large sizes, and their tilting mechanism can wear over time. Modern TOV and six-eccentric designs offer comparable performance with a significantly smaller footprint and lower installed weight.
What is the consequence of specifying a PTFE-seated butterfly valve in this service?
PTFE seats will deform and fail during the first regeneration cycle that exceeds 260°C. The resulting leakage allows wet gas to bypass the dehydration unit, which in LNG applications can cause ice formation in the cryogenic heat exchanger, forcing a plant shutdown.
How does mol-sieve dust damage valve bearings?
Zeolite dust particles (Mohs hardness ~5) are harder than most bearing materials, including bronze and PTFE. When they enter the bearing journal, they act as an abrasive grinding compound, progressively wearing the bearing surfaces and increasing operating torque. Eventually, the bearing seizes, and the valve can no longer be actuated.
What leakage standard should be specified for mol-sieve switching valves?
ISO 5208 Rate A (no visible leakage) or the equivalent API 598 zero-leakage requirement should be specified. Any measurable leakage through a switching valve will allow moisture to bypass the active adsorption bed, degrading the dehydration unit’s performance.
Conclusie
Specifying isolation valves for molecular sieve dehydration requires acknowledging the reality of the process: it is a hot, abrasive, high-cycle environment that will rapidly destroy standard equipment.
Concentric and double-eccentric butterfly valves, regardless of their seat material, are fundamentally mismatched to these conditions due to their sliding contact and vulnerability to dust ingress. While rising stem ball valves remain a viable, albeit heavy and expensive, option, modern multi-eccentric butterfly valves offer a superior balance of performance, footprint, and cost.
By insisting on true non-rubbing geometry, comprehensive hardfacing, solid bearing protection, and live-loaded packing, engineers can specify quarter-turn valves that provide reliable, zero-leakage switching, protecting the cryogenic heat exchangers and downstream catalysts from the catastrophic costs of moisture breakthrough.
Referenties
[1] “Valves in molecular sieve service,” Valve World, Jan. 2020.
[2] “Molecular Sieves,” Sigma-Aldrich Technical Articles.
[3] “Challenges and solutions for molsieve dryer processes,” Digital Refining, Jun. 2023.
[4] “Triple Offset Valves and Molecular Sieve Adsorption Applications,” Emerson Automation Experts, Apr. 2018.
[5] “Particle size reduction and size separation,” Clinical Gate, Feb. 2015.
[6] “The Impact of Temperature on Butterfly Valve Seats,” TFW Valve, Nov. 2025.
[7] “The Limitations of Concentric Butterfly Valves,” BDSJFM, Nov. 2023.
[8] “Best Practices for Molecular Sieve Switching Valves,” Emerson Application Bulletin, 2021.
[9] “Molecular Sieve Sales Bulletin,” Score Valves, Mar. 2018.
[10] “Fugitive Emission Standards for Butterfly Valves,” Carter kleppen, Mar. 2026.
[11] “A Vanessa Triple Offset Valve Solution for Molecular Sieve Dehydration,” Spartan Controls Application Note.
[12] “Valve Solutions for Molecular Sieve Processes,” Bray Application Guide.
[13] “Six-Eccentric vs Triple Offset Butterfly Valve,” Carter kleppen, Feb. 2026.
[14] “ISO 15848-1: Industrial valves — Measurement, test and qualification procedures for fugitive emissions,” International Organization for Standardization.