





Die Fluid Catalytic Cracking Unit (FCCU) wird oft als das Herzstück einer modernen Erdölraffinerie angesehen, das für die Umwandlung schwerer, hochsiedender Kohlenwasserstofffraktionen in wertvolle Produkte wie hochoktaniges Benzin und Diesel verantwortlich ist. Doch gerade der Prozess, der die FCCU so profitabel macht, schafft auch eine der feindlichsten Umgebungen für Industrieventile. Erosion der Ventile in der FCCU Service ist eine allgegenwärtige Herausforderung, die die Prozesssteuerung, die Anlagensicherheit und die Gesamtrentabilität gefährdet.
Da Raffinerien auf längere Stillstandsintervalle drängen - die sich oft von drei auf fünf oder sogar sechs Jahre verlängern - wird die mechanische Integrität von kritischen Absperr- und Regelventilen immer wichtiger. Dieser Artikel untersucht die Mechanik der katalysatorbedingten Ventilerosion, die schwerwiegenden Folgen eines Komponentenausfalls und die Gründe, warum fortschrittliche Sitzkonstruktionen mit harter Oberfläche, insbesondere bei dreifach gekröpften Absperrklappen, für einen zuverlässigen FCCU-Betrieb unerlässlich sind.
Die FCCU-Umgebung verstehen: Warum Ventile extremen Bedingungen ausgesetzt sind
Um zu verstehen, warum die Erosion der Ventile in einer FCCU so stark ist, muss man die Betriebsbedingungen und die Art des Katalysators selbst untersuchen. Der FCC-Prozess beruht auf der kontinuierlichen Zirkulation eines pulverförmigen Katalysators zwischen zwei Hauptbehältern: dem Reaktor und dem Regenerator.
Im Reaktor verdampfen langkettige Kohlenwasserstoffe und spalten sich beim Kontakt mit dem heißen Katalysator bei Temperaturen um 535°C (995°F) und Drücken von etwa 1,72 bar. Beim Cracken lagert sich kohlenstoffhaltiger Koks auf dem Katalysator ab und deaktiviert ihn. Dieser “verbrauchte” Katalysator wird dann in den Regenerator überführt, wo der Koks in einer sauerstoffreichen Umgebung bei Temperaturen von bis zu 715 °C (1320 °F) und einem Druck von etwa 2,41 bar verbrannt wird.
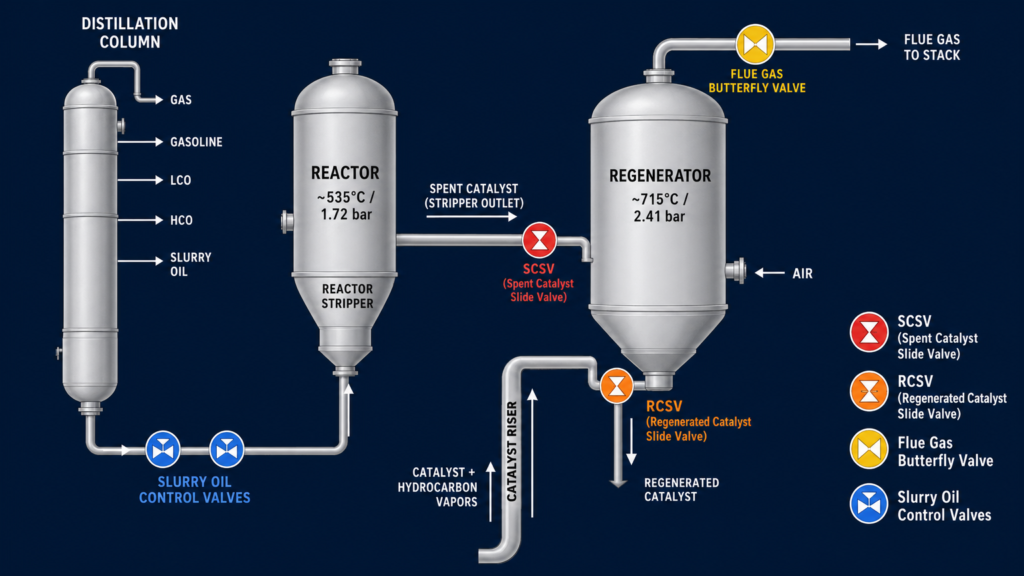
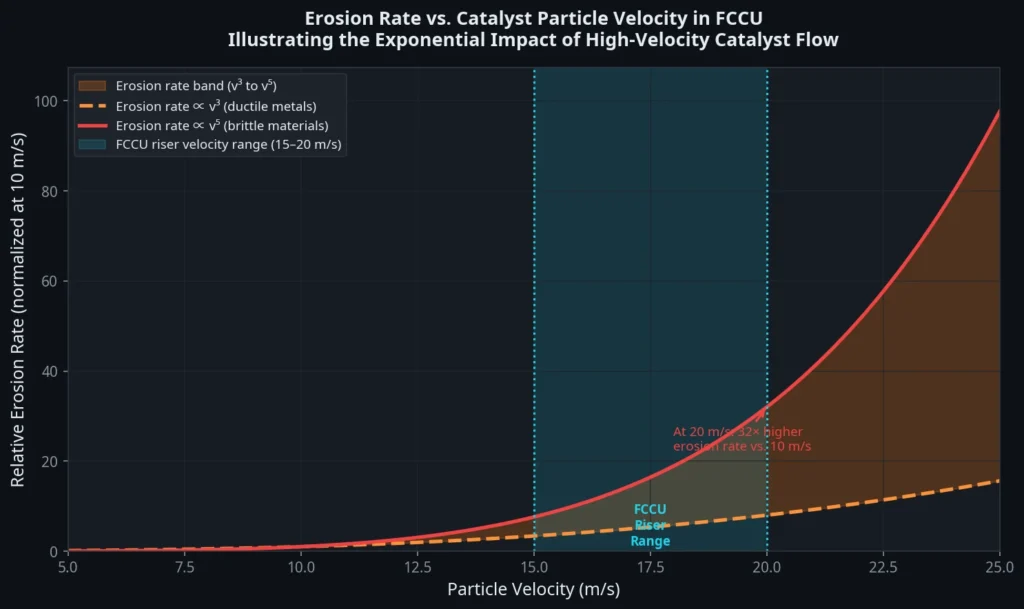
Der Katalysator selbst ist sehr abrasiv. Er besteht in der Regel aus Zeolith (Faujasit vom Y-Typ) in einer Siliziumdioxid-Tonerde-Matrix und hat eine durchschnittliche Größe von 60 bis 100 Mikrometern. Die Aluminiumoxid- und Siliziumdioxid-Komponenten besitzen eine Härte von 6 bis 7 auf der Mohs-Skala, vergleichbar mit Quarz. Wenn Millionen dieser harten Partikel mit einer Geschwindigkeit von 15 bis 20 Metern pro Sekunde durch das System geschleudert werden, wirken sie wie ein kontinuierliches Hochtemperatur-Sandstrahlmedium auf alle freiliegenden Ventiloberflächen.
Zu den wichtigsten Ventilpositionen, die diesem harten Einsatz ausgesetzt sind, gehören der Schieber für verbrauchte Katalysatoren (SCSV), der Schieber für regenerierte Katalysatoren (RCSV), Rauchgasklappen und Schlammölregelventile. Jedes dieser Ventile muss trotz des unerbittlichen Erosionsangriffs eine präzise Steuerung und ein dichtes Absperren gewährleisten.
Die Mechanik der Erosion von Ventilen im FCCU-Betrieb
Die Erosion der Ventile in einer FCCU wird in erster Linie durch den Aufprall und Abrieb von Feststoffpartikeln verursacht. Wenn harte Katalysatorpartikel mit hoher Geschwindigkeit auf die metallischen Oberflächen eines Ventils treffen, tragen sie mikroskopisch kleine Mengen an Material ab. Mit der Zeit beeinträchtigt dieser kumulative Materialverlust die strukturelle Integrität und die Dichtungsfähigkeit des Ventils.
Die Erosionsrate ist nicht linear, sondern hängt exponentiell von der Geschwindigkeit der Partikel ab. Bei duktilen Metallen ist die Erosionsrate in der Regel proportional zur kubischen Geschwindigkeit ($v^3$), während sie bei spröden Materialien proportional zur fünften Potenz der Geschwindigkeit sein kann ($v^5$). Das bedeutet, dass schon ein geringer Anstieg der Strömungsgeschwindigkeit - etwa aufgrund eines lokalen Druckabfalls über eine teilweise geöffnete Ventilscheibe - die Erosionsrate drastisch beschleunigen kann.
Darüber hinaus wird der Erosionsprozess häufig durch die Hochtemperaturumgebung noch verstärkt. Bei Temperaturen von über 500 °C nehmen bei vielen Standardventilwerkstoffen Härte und Streckgrenze erheblich ab. Diese Erweichung bei hohen Temperaturen macht das Metall anfälliger für das Schneiden und Pflügen durch die Katalysatorpartikel. Darüber hinaus kann das Vorhandensein von Schwefelverbindungen und Naphthensäuren zu Erosionskorrosion führen, bei der die schützende Oxidschicht auf dem Metall durch den Katalysator kontinuierlich abgetragen wird und das frische Metall einem schnellen chemischen Angriff ausgesetzt ist.
Ein weiterer kritischer Faktor ist die Ansammlung von Katalysator-“Feinanteilen”. Während der Katalysator zirkuliert, reiben die Partikel aneinander und an den Wänden der Anlage und zerfallen in kleinere Fragmente (weniger als 20 Mikrometer), die als Feinanteile bezeichnet werden. Diese Partikel sammeln sich in der Regel im Slurry-Ölkreislauf am Boden des Hauptfraktionators an. Mit fortschreitendem Turnaround-Zyklus nimmt die Konzentration dieser hochabrasiven Feinteile zu, was zu einem starken Anstieg der Erosionsraten in den letzten Jahren des Zyklus führt.
Folgen der unkontrollierten Erosion der Ventile
Die Folgen einer unterlassenen Erosionsbekämpfung in einer FCCU gehen weit über die Kosten für den Ersatz einer beschädigten Komponente hinaus. Unkontrollierte Erosion wirkt sich auf die Betriebseffizienz, die Anlagensicherheit und das Endergebnis aus.
Operative und wirtschaftliche Auswirkungen
Wenn die Sitzflächen oder der Tellerrand eines Ventils erodieren, verliert das Ventil seine Fähigkeit, dicht abzusperren. Durch diese interne Leckage können Katalysatoren und Kohlenwasserstoffe die vorgesehenen Kontrollpunkte umgehen. Bei Schieberventilen kann eine starke Erosion der Blende oder der Führungen zu einem Verlust der Differenzdruckregelung führen, was die Aufrechterhaltung des richtigen Katalysatorpegels im Reaktor oder Regenerator erschwert.
Um defekte Ventile zu kompensieren, sind die Betreiber oft gezwungen, die Anlage herunterzufahren und den Durchsatz zu verringern, um sichere Betriebsparameter aufrechtzuerhalten. Wenn ein Ventil vor dem geplanten Stillstand komplett ausfällt, muss die Raffinerie ungeplant stillgelegt werden. Die wirtschaftlichen Auswirkungen eines ungeplanten FCCU-Ausfalls sind enorm und kosten oft zwischen $1 Mio. und $2 Mio. pro Tag an Produktionsausfällen, nicht eingerechnet die direkten Kosten für Notfallwartung und Ersatzteile.
Auswirkungen auf die Sicherheit
Die schwerwiegendste Folge der Erosion von Ventilen ist das Potenzial für katastrophale Sicherheitsvorfälle. Die FCCU ist auf ein empfindliches Druckgleichgewicht und physikalische Katalysatorbarrieren angewiesen, um die kohlenwasserstoffreiche Umgebung des Reaktors von der sauerstoffreichen Umgebung des Regenerators getrennt zu halten.
Wenn das Schieberventil für verbrauchte Katalysatoren (SCSV) stark erodiert und die Katalysatorabdichtung nicht aufrechterhalten kann, können Kohlenwasserstoffe in den Regenerator zurückfließen. Wenn sich diese Kohlenwasserstoffe mit der Luft im Regenerator vermischen, kommt es häufig zu einer gewaltigen Explosion.
“Das U.S. Chemical Safety and Hazard Investigation Board (CSB) hat mehrere Raffinerievorfälle untersucht, bei denen die Erosion von FCCU-Schiebern eine entscheidende Rolle spielte. Bei der Explosion in der Husky Superior Refinery im Jahr 2018 stellte das CSB fest, dass die Raffinerie die starke Erosionsrate des SCSV über einen fünfjährigen Turnaround-Zyklus ‘normalisiert’ hatte, was zum Verlust der Katalysatorbarriere und einer anschließenden Explosion führte, bei der 36 Arbeiter verletzt wurden.”
Diese Vorfälle unterstreichen, wie wichtig es ist, Ventile auszuwählen, die speziell dafür ausgelegt sind, den erosiven Kräften in der FCCU-Umgebung standzuhalten.
Die Grenzen der konventionellen Ventilkonstruktionen
Standardventilkonstruktionen und -werkstoffe sind für den Einsatz in FCCU-Katalysatoren völlig unzureichend. Kohlenstoffstahl und austenitische Standard-Edelstähle (wie 316L) weisen Härtegrade im Bereich von HRC 20 bis 25 auf, die dem abrasiven Siliziumdioxid-Tonerde-Katalysator praktisch keinen Widerstand bieten. Weichdichtende Ventile aus PTFE oder Elastomeren werden durch die extremen Temperaturen, die ihre thermischen Grenzen weit überschreiten, sofort zerstört.
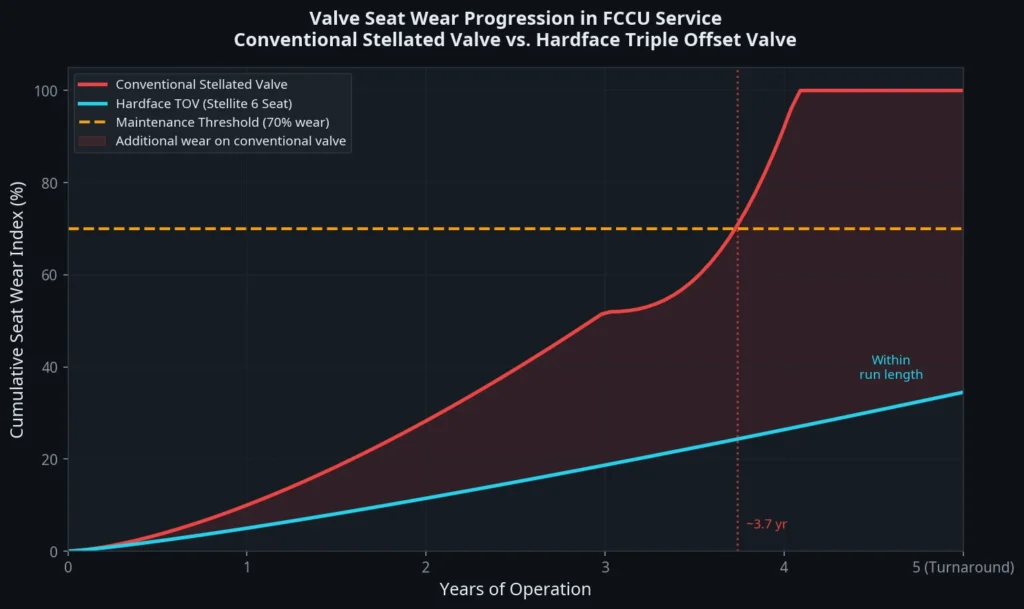
In der Vergangenheit war der Industriestandard zur Verbesserung der Verschleißfestigkeit das Aufbringen von Stellite-Schweißauflagen auf die Sitzflächen herkömmlicher Ventile. Stellite 6, eine Kobalt-Chrom-Wolfram-Legierung, bietet eine Härte von HRC 38 bis 44 und behält seine mechanischen Eigenschaften bis zu 500°C. Während ein “stellitiertes Ventil” in den ersten Jahren eines Turnaround-Zyklus eine angemessene Leistung erbringt, ist es im weiteren Verlauf des Zyklus oft unzureichend.
Die wichtigste Einschränkung herkömmlicher Absperrklappen - auch solcher mit Stellit-Auflagen - besteht darin, dass sie für die Abdichtung auf Reibung angewiesen sind. Bei konzentrischen oder doppelt gekröpften Konstruktionen reibt die Klappenscheibe in den letzten Stufen des Schließvorgangs gegen den Sitz. In einer Umgebung, die mit abrasivem Katalysatorstaub belastet ist, schleift diese Reibung die Partikel in die Sitzflächen und beschleunigt so den Verschleiß. Wenn die Stellitschicht abgetragen wird, liegt das weichere Grundmetall frei, was zu einem schnellen Ausfall führt.
Das Argument für Hardface-Sitzdesign und dreifache Offset-Geometrie
Um die von modernen Raffinerien geforderten hohen Lauflängen zu erreichen, benötigen Ventile im FCCU-Betrieb eine Kombination aus fortschrittlichen Aufpanzerungsmaterialien und einer reibungsfreien mechanischen Konstruktion.
Fortschrittliche Beschichtungsmaterialien
Beim Auftragschweißen wird eine Schicht aus verschleißfestem Material auf ein weicheres, zäheres Grundmetall aufgebracht. Dies sorgt für die nötige Oberflächenhärte, um der Erosion zu widerstehen, und erhält gleichzeitig die strukturelle Duktilität, die für die Druckeindämmung erforderlich ist.
Während Stellite 6 aufgrund seiner ausgezeichneten Ausgewogenheit von Erosions-, Korrosions- und Abriebfestigkeit weiterhin eine beliebte Wahl für Schweißüberzüge ist, gewinnen andere Materialien für bestimmte Anwendungen mit hohem Verschleiß an Bedeutung. Thermische Hochgeschwindigkeits-Sauerstoffspritzschichten (HVOF) wie Wolframkarbid-Kobalt (WC-Co) und Chromkarbid-Nickel-Chrom (Cr₃C₂-NiCr) bieten extreme Härtegrade von über HRC 65. Diese Beschichtungen bilden eine dichte, mechanisch gebundene Schicht, die hervorragenden Schutz gegen Gleitverschleiß und Partikelschlag bietet.
Die nachstehende Tabelle fasst die wichtigsten Eigenschaften der gängigsten Hartmetallsitzwerkstoffe für FCCU-Ventile zusammen und ermöglicht es den Ingenieuren, den Werkstoff auf die spezifischen Anforderungen der jeweiligen Ventilposition abzustimmen.
| Material | Härte (HRC ca.) | Max. Betriebstemp. | Methode der Anwendung | Am besten für |
|---|---|---|---|---|
| 316L Edelstahl (unbeschichtet) | 25 | 870°C | — | Allgemeiner Service (nicht für Katalysatoren empfohlen) |
| Stellit 6 (Co-Cr-W) | 38-44 | 500°C | Aufschweißen, Laserauftragsschweißen | Schieber für Reaktoren/Regeneratoren, Klappenscheiben |
| Stellit 1 (Co-Cr-W, hoher C-Wert) | 50-55 | 500°C | Schweißnahtüberzug | Aufpanzerung von Absperrklappen mit hohem Verschleiß |
| Colmonoy 6 (Ni-Cr-B-Si) | 55-60 | 870°C | Schweißnahtüberzug | Hochtemperatur- und abriebfeste Absperrklappen |
| HVOF Cr₃C₂-NiCr | 60-65 | 850°C | HVOF thermisches Spritzen | Erosiver Einsatz bei hohen Temperaturen |
| HVOF WC-Co | 65-70+ | 450°C | HVOF thermisches Spritzen | Niedrigere Temperaturen, extremer Abrieb (Gülleeinsatz) |
| Keramik (Al₂O₃) | ~75 (Mohs 9) | >1000°C | Gesinterter Einsatz | Schwerster Einsatz von Gülleöl |
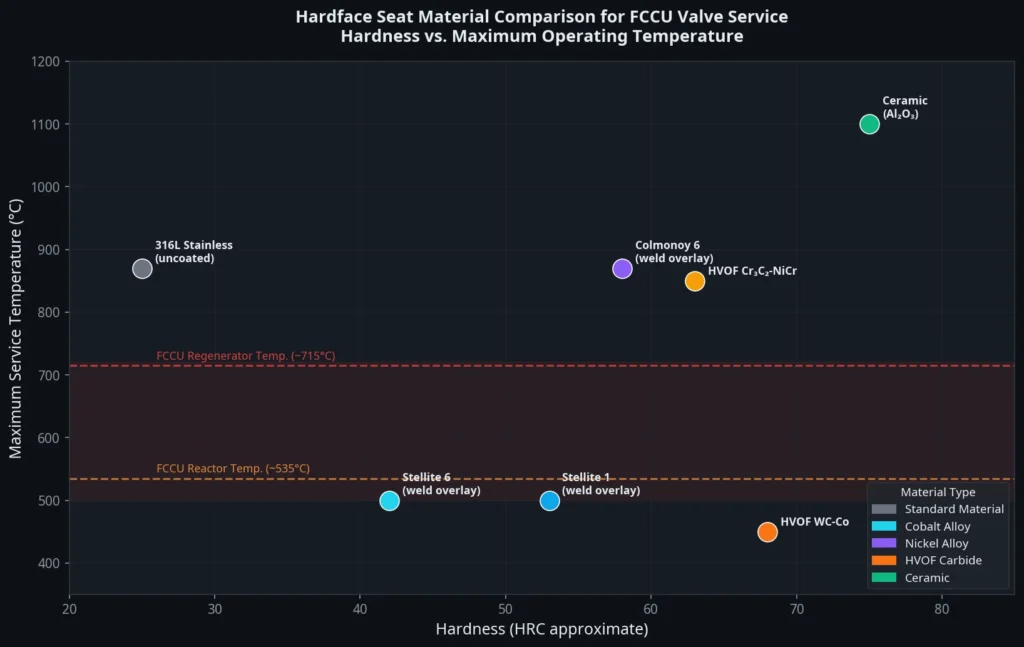
Für die extremsten Slurry-Ölanwendungen, bei denen die Konzentration von Katalysatorfeinteilen am höchsten ist, werden manchmal hochentwickelte keramische Materialien wie Aluminiumoxid ($Al_2O_3$) oder Zirkoniumdioxid ($ZrO_2$) eingesetzt. Diese Keramiken bieten eine Härte von 9 auf der Mohs-Skala und eine außergewöhnliche Temperaturwechselbeständigkeit, sind jedoch spröder als metallische Panzerungen.
Der dreifache Offset-Vorteil
Das wahre Potenzial der Auftragsschweißung kommt zum Tragen, wenn sie mit der nicht scheuernden Geometrie einer Dreifach gekröpfte Absperrklappe (TOV).
Das dreifach gekröpfte Design umfasst drei unterschiedliche geometrische Kröpfungen:
- Mittellinienversatz der Welle: Die Welle befindet sich hinter der Dichtungsebene, so dass ein durchgehender, ununterbrochener Sitzring entsteht.
- Seitlicher Versatz der Welle: Die Welle ist seitlich von der Mittellinie des Rohrs versetzt, wodurch eine nockenartige Bewegung entsteht, die die Scheibe beim Öffnen sofort aus dem Sitz hebt.
- Konisch Sitzende Achse: Die Sitzfläche wird nicht als gerader Zylinder, sondern als schräger Kegel bearbeitet.
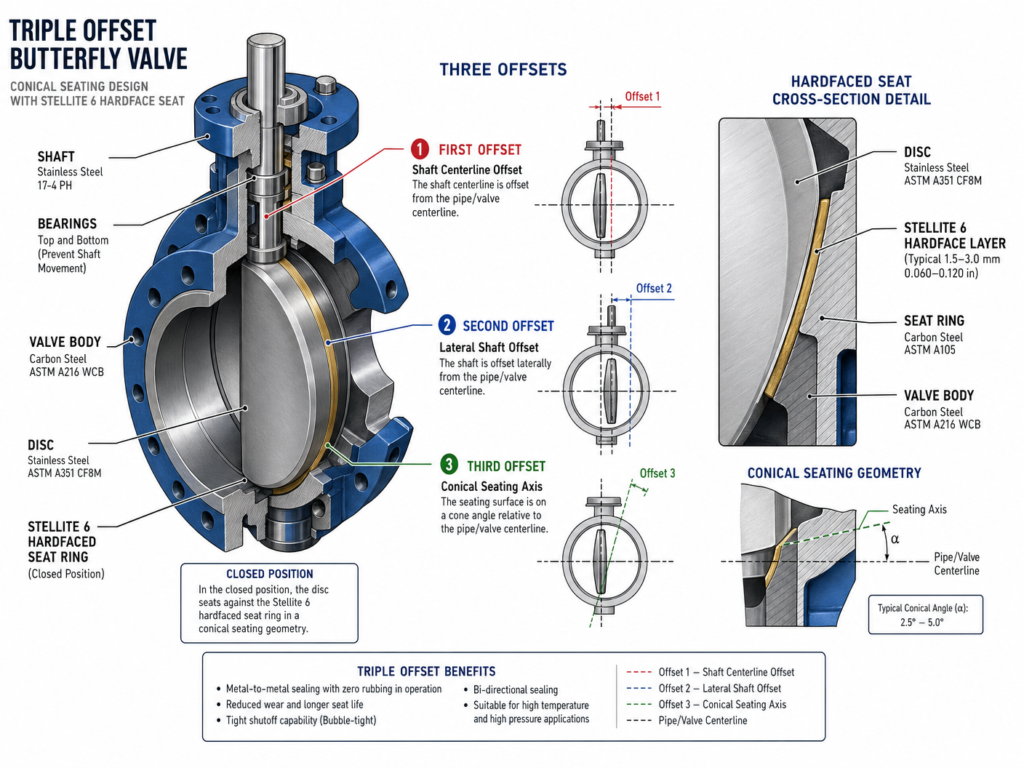
Diese einzigartige Geometrie stellt sicher, dass der Ventilteller den Sitz nur genau im Moment des vollständigen Schließens berührt. Es gibt absolut kein Reiben oder keine Reibung während des Ventilhubs. Wenn sowohl die Klappenscheibe als auch der Sitzring eines TOV mit einer Stellite 6-Panzerung versehen sind, entsteht eine Metall-Metall-Dichtung, die praktisch immun gegen reibungsbedingten Verschleiß ist.
Da die gepanzerten Oberflächen nicht aneinander reiben, bleibt die Integrität der Stellitschicht erhalten. Das Ventil verlässt sich ausschließlich auf die Druckkraft des Drehmoments, um eine blasendichte Abdichtung zu erreichen, wodurch die abrasive Natur der zwischen den Dichtflächen eingeschlossenen Katalysatorpartikel effektiv neutralisiert wird. Diese Synergie aus Materialwissenschaft und Maschinenbau ermöglicht es hartbeschichteten Dreifach-Offset-Ventilen, über einen vollen fünfjährigen FCCU-Durchlaufzyklus hinweg leckagefrei zu bleiben.
Spezifizierung von Ventilen für FCCU Erosionsservice
Bei der Auswahl von Ventilen für FCCU-Anwendungen müssen Ingenieure nicht nur die grundlegenden Druck- und Temperaturwerte berücksichtigen. Um eine langfristige Zuverlässigkeit zu gewährleisten, ist ein umfassender Ansatz bei der Ventilauswahl erforderlich.
Die folgende Tabelle ist ein praktischer Leitfaden für die Auswahl des Ventiltyps und der Panzerung nach FCCU-Betriebsstellung:
| Dienststellung | Flüssigkeit | Temp. Bereich | Empfohlener Ventiltyp | Empfohlene Panzerung |
|---|---|---|---|---|
| Schieber für verbrauchte Katalysatoren (SCSV) | Katalysator in dichter Phase | 500-600°C | Schieber mit feuerfester Auskleidung | Stellite 6 Schweißauflage auf Scheibe und Blende |
| Regeneriertes Katalysatorschieberventil (RCSV) | Katalysator in dichter Phase | 650-720°C | Schieber mit feuerfester Auskleidung | Stellite 6 Schweißauflage auf Scheibe und Blende |
| Abgasabsperrklappe | Rauchgas + mitgerissener Katalysator | 600-720°C | Dreifach gekröpfte Absperrklappe | Stellit 6 am Scheibenrand und Sitzring |
| Expander Einlass/Bypass | Hochgeschwindigkeits-Rauchgas | 600-720°C | Dreifach gekröpfte Absperrklappe | Stellit 6 oder Colmonoy 6 als Auflage |
| Gülle-Öl-Regelventil | Katalysator-Feinanteile in Schweröl | 300-400°C | Regelventil für den harten Einsatz | HVOF WC-Co oder Keramikeinsatz |
| Schlamm-Öl-Isolierung | Katalysator-Feinanteile in Schweröl | 300-400°C | Metall-auf-Metall sitzend TOV | HVOF Cr₃C₂-NiCr oder WC-Co |
Abgesehen von der Auswahl des Ventiltyps sollten Ingenieure die folgenden Grundsätze befolgen:
Fordern Sie nicht scheuernde Designs. Bei kritischer Isolierung ist anzugeben Metallisch dichtende dreifach gekröpfte Absperrklappen um Reibungsverschleiß zu vermeiden. Der nicht reibende Verschlussmechanismus ist das wichtigste Konstruktionsmerkmal, um die Integrität jeder Hartstoffbeschichtung im Katalysatorbetrieb zu erhalten.
Geeignete Panzerung angeben. Vergewissern Sie sich, dass das Panzerungsmaterial dem Temperatur- und Abriebprofil der Anwendung entspricht. Stellite 6-Schweißauflagen werden im Allgemeinen für Hochtemperaturanwendungen in Reaktoren/Regeneratoren bevorzugt, während HVOF-Karbide für niedrigere Temperaturen und hohen Abrieb geeignet sein können. Wenden Sie sich an einen spezialisierten Hersteller wie Carter-Ventile um die optimale Materialauswahl für Ihre spezifischen Bedingungen zu bestätigen.
Befolgen Sie die Industriestandards. Stellen Sie sicher, dass die Armaturen den einschlägigen Normen entsprechen, einschließlich API 609 für die Konstruktion von Absperrklappen, API 598 für Leckageprüfungen und NACE MR0175 / ISO 15156, wenn saure Betriebsbedingungen (H₂S) vorliegen. Für kritische Absperrvorgänge sollten Ventile der Kategorie B (dreifach gekröpft) nach API 609 in Betracht gezogen werden, die für engere Toleranzen ausgelegt und getestet werden als Standardausführungen der Kategorie A.
Berücksichtigen Sie den Körperschutz. In stark erosiven Fließwegen kann das Ventilgehäuse selbst geschützt werden müssen. Spezifizieren Sie kaltwandige Konstruktionen mit interner feuerfester Auskleidung oder heißwandige Konstruktionen mit Sechskantgeflecht und erosionsbeständigen Gussteilen, wo dies angebracht ist. Dies ist besonders wichtig für Schieber und Absperrklappen mit großem Durchmesser, die direkt mit Katalysatoren arbeiten.
Wenn Raffinerien die Mechanismen der Erosion von Ventilen verstehen und in fortschrittliche Sitzkonstruktionen mit harter Oberfläche investieren, können sie das Risiko ungeplanter Ausfälle erheblich reduzieren, die Prozesssicherheit erhöhen und die Rentabilität ihrer Fluid Catalytic Cracking Units maximieren. Wenden Sie sich an unser Ingenieurteam, um Ihre spezifischen FCCU-Ventilanforderungen zu besprechen, Kontakt zu Carter Valves für eine technische Beratung.
Häufig gestellte Fragen (FAQ)
Was verursacht die Klappenerosion in einer FCCU?
Die Erosion der Ventile in einer FCCU wird in erster Linie durch den Aufprall und den Abrieb der im Crackprozess verwendeten Siliziumoxid-Tonerde-Katalysatorpartikel mit hoher Geschwindigkeit verursacht. Diese Partikel sind extrem hart und wirken wie ein Sandstrahlmittel auf die inneren Komponenten der Ventile.
Warum versagen Standard-Edelstahlventile im FCCU-Betrieb?
Standardmäßige austenitische nichtrostende Stähle wie 316L haben eine relativ geringe Härte (etwa HRC 25) und verlieren bei den hohen Betriebstemperaturen einer FCCU (500°C bis 715°C) erheblich an Festigkeit. Sie werden von den abrasiven Katalysatorpartikeln schnell geschnitten und abgenutzt.
Was ist eine Stellit-Auftragsschweißung und warum wird sie verwendet?
Stellite ist eine Familie von Kobalt-Chrom-Wolfram-Legierungen, die für ihre außergewöhnliche Verschleißfestigkeit, Härte und die Beibehaltung der mechanischen Eigenschaften bei hohen Temperaturen bekannt sind. Stellite 6 wird üblicherweise als Schweißauflage auf Ventilsitzflächen verwendet, um diese vor Katalysatorerosion zu schützen.
Wie verhindert eine dreifach gekröpfte Absperrklappe den Sitzverschleiß?
Eine dreifach gekröpfte Absperrklappe verfügt über eine einzigartige Geometrie mit drei verschiedenen Kröpfungen, die einen nockenähnlichen Verschluss erzeugen. Diese Konstruktion stellt sicher, dass der Ventilteller den Sitz erst im letzten Schließgrad berührt, wodurch das Reiben und die Reibung, die bei herkömmlichen Ventilen zu schnellem Verschleiß führen, vermieden werden.
Was sind die Folgen eines Schieberversagens in einer FCCU?
Das Versagen eines Schiebers, insbesondere des Schieberventils für verbrauchte Katalysatoren, kann zum Verlust der Katalysatorbarriere zwischen Reaktor und Regenerator führen. Dadurch können sich Kohlenwasserstoffe mit der Luft im Regenerator vermischen, was zu einer erheblichen Explosionsgefahr führt, wie bei mehreren aufsehenerregenden Raffineriezwischenfällen zu beobachten war.
Was ist der Unterschied zwischen einer doppelt gekröpften und einer dreifach gekröpften Absperrklappe für FCCU-Betrieb?
Bei einer doppelt gekröpften Absperrklappe kommt es beim Schließen immer noch zu einem geringen Kontakt zwischen Scheibe und Sitz, was zu Reibungsverschleiß führt. A dreifach gekröpfte Absperrklappe verwendet einen dritten geometrischen Versatz (konische Sitzachse), um einen völlig reibungsfreien, nockenartigen Verschluss zu schaffen. Dadurch wird der durch Reibung hervorgerufene Verschleiß vollständig eliminiert, was ihn für den Einsatz in abrasiven FCCUs weit überlegen macht.
Wie kann ich das richtige Ventil für meine FCCU-Anwendung auswählen?
Die Auswahl des richtigen Ventils erfordert eine detaillierte Analyse der Betriebsbedingungen, einschließlich Flüssigkeitstyp, Temperatur, Druck, Partikelkonzentration und erforderliche Lebensdauer. Das Ingenieurteam von Carter Valves ist auf die Auswahl von Ventilen für schwere Betriebsbedingungen in Raffinerieanwendungen spezialisiert. Wir empfehlen Kontaktaufnahme mit unserem Team mit Ihrem Prozessdatenblatt für eine maßgeschneiderte Empfehlung.
Referenzen
[1] Wikipedia-Mitarbeiter. “Fluidkatalytisches Kracken.” Wikipedia, die freie Enzyklopädie.
[2] Oloruntoba, A., et al. “Überblick über den aktuellen Stand der Technik beim Fluid Catalytic Cracking (FCC).” Energien, 2022.
[3] BLAC Inc. “FCCU-Ventile”. https://www.blacinc.com/fccu-valves
[4] Mann, B.S. “Korrosions- und Erosionsverhalten von HVOF/TiAlN PVD-Schichten.” Abnutzung, 2006.
[5] Hashim, M. “Fluid Catalytic Cracking Korrosion: Umfassende Überprüfung.” LinkedIn Pulse, 2023.
[6] Valmet. “Wie lassen sich Erosion und Abrieb durch Katalysatorfeinteile in FCCU vermeiden?.” Einblicke in die Durchflussregelung, 2013.
[7] Gnade. “Fehlersuche bei der FCC-Reaktor-Füllstandsregelung mit Fluidisierungsprinzipien.” 2024.
[8] U.S. Chemical Safety and Hazard Investigation Board (CSB). “Untersuchungsbericht zur Explosion und zum Brand in der Husky Superior Raffinerie.” 2022.
[9] Valve Magazin. “Panzerung für Ventile: Materialien und Verfahren.” 2019.
[10] Stellit. “Stellite 6 Legierung - Technische Daten.”
[11] Songer, K. “HVOF-Beschichtungen für stark beanspruchte Ventile.” Valve Magazine, 2025.
[12] API-Norm 609. “Absperrklappen: Doppelflansch, Lug- und Wafer-Typ.” American Petroleum Institute.
[13] NACE MR0175 / ISO 15156. “Erdöl- und Erdgasindustrie - Werkstoffe zur Verwendung in H2S-haltigen Umgebungen bei der Öl- und Gasförderung”. NACE International.