




パイプラインの圧力が上昇し、流量が増加すると、バルブの開閉に必要な生の機械的な力は実用的ではなくなります。パイプラインの圧力が上昇し、流量が増加すると、バルブの開閉に必要な生の機械的な力は現実的ではなくなります。巨大なアクチュエーターは、遠隔地に存在しない電源を必要とします。また、50 psiでは完璧に機能する直動式設計も、1,500 psiでは危険なほど不安定になります。.
これはまさにパイロット弁が解決するために設計された問題です。システム自身の流体エネルギーを機械的作業に振り向けることで、これらのバルブは、単純な設計では物理的に不可能な圧力と流量で、正確で信頼性の高い制御を実現します。.
このガイドでは、第一原理からパイロット式バルブの仕組みを説明し、このメカニズムを使用する4種類のバルブファミリーを取り上げ、パイロット式設計が正しい選択である場合とそうでない場合を知るための実践的な判断論理を提供します。.
パイロット弁とは?
パイロット操作弁は、メインバルブの入口と出口を管理する2段階の圧力リリーフまたは制御装置です。スプリング式バルブと似ていますが、最大圧力と最大容量を達成するための最適な代替ソリューションです。これらのバルブは、過圧保護に優れた性能を発揮します。.
元来、高い背圧に耐えたり、システムの安定性を向上させるためのニッチなソリューションと考えられていたこのバルブは、バルブ選択を最適化するための卓越した能力が見過ごされがちです。コンパクトな設計と高圧能力により、これらのバルブは石油・ガス産業、特に上流のオフショア・アプリケーションで多用されています。.

パイロット弁の仕組み
核となるメカニズムは、差動面積と圧力バランスに依存しています。これを理解することで、パイロット操作バルブの他のあらゆる動作が予測可能になります。.
パイロット操作バルブは、標準的なスプリング式バルブよりもかなり高い背圧に耐えられるように設計されています。メインバルブのピストンはパイロット装置によって保護され、バランスされているため、故障しやすい壊れやすい部品はありません。.
主弁は、入口とドームの両方で同じ圧力を維持します。ドームは、断面積の変化によりピストンに下向きの力が加わる主弁の上部です。.
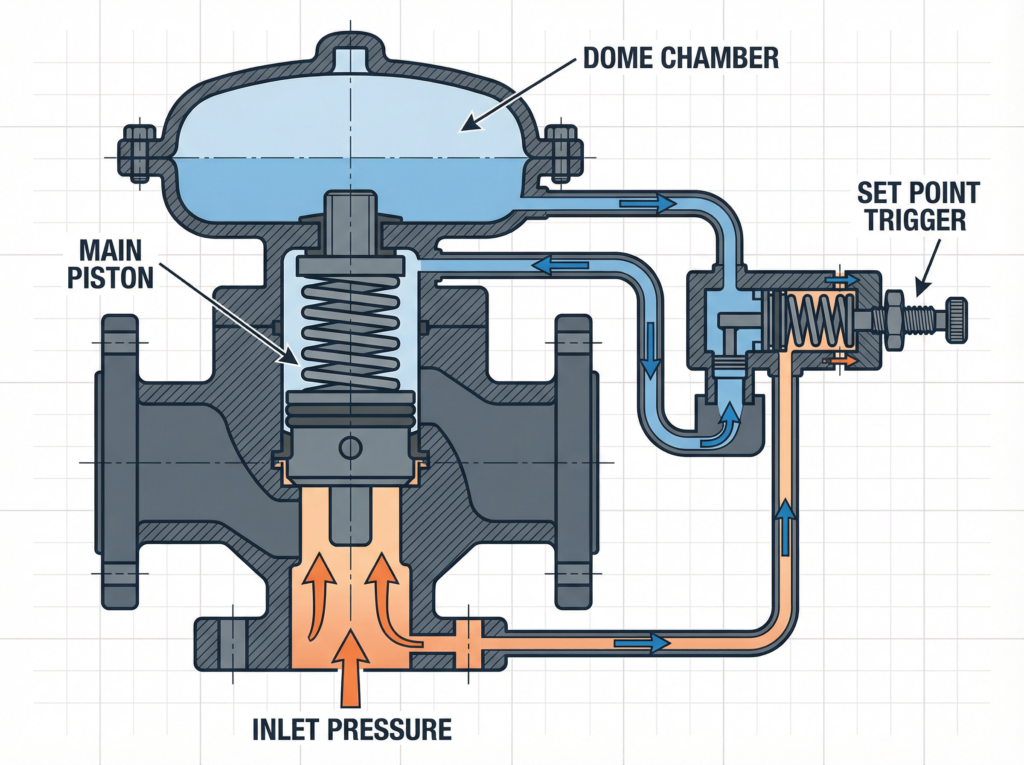
システム圧力が上昇し、設定ポイントに達すると、パイロットが開きます。この動作により、ピストンの上部が入口圧力から切り離されます。ドーム内に閉じ込められた圧力は、大気(または下流)へ直接排出され、真空効果を生み出し、吸入流体がピストンを押し上げ、メインバルブを開き、その全容量を解放します。.
しかし、複数のバルブが同じフレアヘッダに接続されている場合、重畳された背圧が入口圧力を超えることがあり、その結果生じる上昇力によってメインバルブが早期に開いてしまう可能性があります。これを防ぐのがパイロット制御です。圧力がメインバルブ入口から相互接続チューブを介してドームキャビティに伝達されると、メインバルブディスクに正の負荷がかかります。このシール荷重が存在するのは、ドームのシール面積が通常インレットシート面積より30%大きいからです。システム圧力が高ければ高いほど、バルブの密閉性は高まります。.
パイロット弁の利点
パイロット弁は、圧力損失が大きい場合に理想的な選択です。パイロットバルブには、スプリング式バルブよりもはるかに簡単に多くの付属品を接続できます。また、スプリング式の代替品と比較して、優れたサイズ対容量比と圧力能力を提供します。.
パイロット弁は、静的または遠隔センシングラインを使用して容器に直接接続することができます。パイロット弁はメイン弁を制御し、インレットでの圧力低下に関係なく開位置を維持することができます。.
このメカニズムは4つの異なるバルブファミリーに適用され、それぞれが異なる工学的問題を解決している:
1.パイロット操作式安全リリーフ弁(POSRV)
過圧保護では、標準的なバネ式安全弁には基本的な限界があります。システム圧力が設定点に近づくと、上向きの流体力が部分的にバネに打ち勝ち始め、バルブが煮詰まって漏れを起こします。.
パイロット操作式安全リリーフ弁はこの問題を完全に解消します。ドーム圧力がメインバルブを積極的にシールするため、バルブはパイロットがトリガーする瞬間まで、たとえ設定圧力が98%であっても気泡密閉状態を保ちます。これにより、プロセスエンジニアはシステムをMAWPに近づけて運転することができ、そうでなければ保守的な運転マージンのために失われていた容量を回復することができます。.
製油所や石油化学サービスにおける重要な過圧保護には、当社の製品が最適です。 API 526 フルノズル安全弁 は、フルボア容量とパイロット運転構成のブローダウン要件を満たすように設計されています。.
2.パイロット式減圧弁
高圧の蒸気やガスを安定した下流圧力に降下させる場合、直動式減圧弁は低流量の用途ではうまく機能します。しかし、流量需要が増加するにつれて、直動式バルブは垂れ流しに悩まされるようになります。.
パイロット操作式減圧弁は、検知機能を作動機能から分離することにより、ドループを排除します。その結果、全流量範囲にわたってほぼ平坦な圧力曲線が得られます。 電力およびエネルギー・アプリケーション.
私たちの 直動式減圧弁 は、低流量から中流量のシナリオをカバーします。高流量、高精度のスチームレトダウンステーションには、パイロット運転構成が正しい仕様です。.
3.パイロット式チェックバルブ
標準的な逆止弁は、一方向の自由な流れを許容し、逆流を機械的に阻止する。パイロット式逆止弁はパイロットポートを追加します。加圧された流体がパイロットポートに供給されると、内部のピストンが駆動され、チェックバルブのポペットが機械的にシートから押し出され、制御された逆流が可能になります。主な用途は、油圧システムの負荷保持で、ホースが故障しても負荷が低下しないようにします。.
4.パイロット操作ソレノイドバルブ
電磁コイルで直接大口径のバルブを開くには、巨大で電力を消費するソレノイドが必要です。パイロット操作電磁弁は、小さなパイロットオリフィスを開くために小さな低電力コイルを使用します。システム自身の流体圧力がドームから抜け、入口圧力がメインシールを持ち上げることができます。.
私たちの 空気圧式オンオフ特殊バルブ より大きなプロセスフローを制御するために、パイロット媒体として計器空気を使用し、同じパイロット操作ロジックに従います。.
直行 vs 操縦:選択の決断
これら2つのアーキテクチャーの選択は、好みの問題ではなく、システム・パラメーターの関数である。以下の表と図は、トレードオフの核心部分を捉えたものである。.
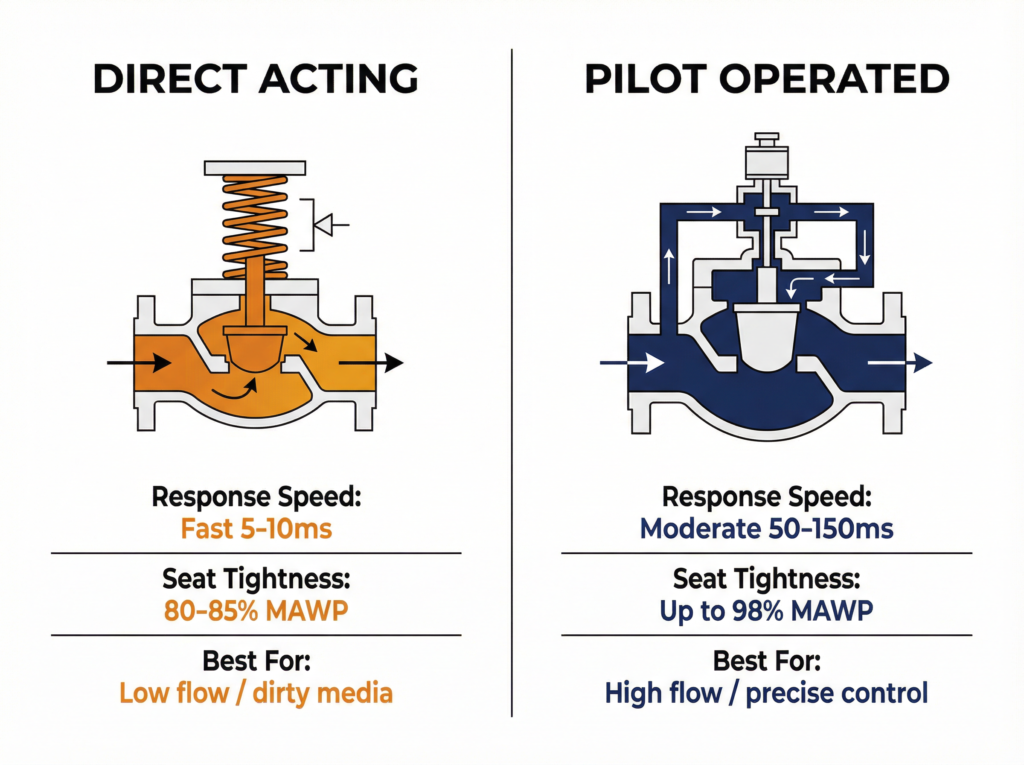
| 選択要因 | 直接演技 | パイロット操作 |
| 流量 | 低~中 | 高い~非常に高い |
| 圧力精度 | 中程度(高流量下で垂れ下がる) | エクセレント(フラットな圧力曲線) |
| 応答速度 | 非常に速い (5-10 ms) | 遅い(50~150ミリ秒) |
| セットポイント付近のシートの締まり具合 | 設定圧力の~80~85%で煮込む | 設定圧力の~98%までタイト |
| メディアの清浄度が必要 | 低い(微粒子を許容する) | 高い(パイロットオリフィスが詰まりやすい) |
| 最低差圧 | 必要なし | 必須(デザインにより異なる) |
最も一般的な仕様ミスは、最初の購入費用を節約するために、高流量のアプリケーションに直動弁を適用することです。その結果、圧力降下が発生し、下流側の機器が設計パラメーターの範囲外で作動することになります。.
エンジニアが知っておくべき一般的な故障モード
パイロット弁は信頼性が高いが、その信頼性は流体が清浄であることが条件となる。最も一般的な故障モードは次の3つである:
パイロットオリフィスの詰まり。パイロットセンシングラインと内部オリフィスは小さい。パイプスケール、溶接スラグ、または劣化したエラストマーがこれらを塞ぎます。解決策は、適切な上流側のろ過と、バルブのYストレーナまたは一体型パイロットフィルタです。.
寒冷地での凍結。パイロットドームと感知ラインに閉じ込められた静止流体は、屋外設置では凍結する可能性があり、メインバルブを閉位置にロックします。寒冷地ではパイロットラインのヒートトレースが必須です。.
パイロット・セット・ポイントのドリフト。時間の経過とともに、パイロットバルブ内部の小さなスプリングが緩んだり腐食したりして、セットポイントがドリフトすることがあります。API 510または各地域の圧力容器規則による年次試験と再認証は、オプションではありません。.
バルブの信頼性がミッションクリティカルな用途には、当社の ESDバルブ選択ガイド は、緊急シャットダウンサービスに関する追加的な考慮事項をカバーしています。.
CARTERのバルブは何が違うのか?

Carter Technologiesは、目的に応じた幅広いパイロット式リリーフバルブを製造しています。これらの製品は、設定圧力の最大98%で気泡密閉遮断を実現する最先端のパイロット式バルブです。.
これらのバルブは、製品ロスの最小化を保証し、オーバーサイズによる深刻な結果を防ぎ、あらゆる産業におけるリリーフ時の環境汚染を劇的に低減します。当社は卓越したサービスと設計されたソリューションを提供し、進化する市場の需要に対応するためにパイロット運転能力を継続的に拡大しています。このような献身的な取り組みにより、Carter Valvesはあらゆる産業用途の圧力リリーフソリューションプロバイダーとして揺るぎない地位を確立しています。.
高圧蒸気、ガス、またはプロセス流体アプリケーションのバルブ選定にお困りの場合は、当社のチームがお客様のプロセスデータを確認し、適切な構成をご提案します。当社の幅広い コントロールバルブ そして 自働レギュレーター パイロット操作技術が完全な流体制御戦略にどのように適合するかをご覧ください。.
詳細な技術相談については、カーターバルブ技術チームにお問い合わせください。 コンタクトページ.
カーターバルブは、石油・ガス、化学、電力、工業プロセス用途向けにエンジニアリングによる流量制御ソリューションを提供しています。当社のエンジニアリングチームは、バルブの選定、サイジング、仕様に関する技術的なご相談を承ります。.