





Why ESD Valve Selection Is a Critical Matter?
In high-stakes industrial environments such as oil refineries, chemical processing plants, offshore FPSO platforms, and power generation facilities, safety is not merely a priority—it is an absolute imperative. When a critical process exceeds safe operating limits, the system must react instantaneously to prevent catastrophic failure, fire, or environmental release. At the heart of this protective response is the Emergency Shut-Down (ESD) valve.
Specifying an ESD valve is fundamentally different from selecting a standard control valve or a manual isolation valve. As the final physical barrier in a Safety Instrumented System (SIS), an ESD valve must perform flawlessly on demand. For piping engineers and safety professionals, two technical parameters stand above all others during the selection process: Leakage Class (how tightly the valve seals) and Stroke Time (how fast the valve closes).
This comprehensive guide explores why both metrics are critical, how they interact with system hydraulics, the importance of fire-safe and SIL certifications, and how to select the right ESD valve for your specific application.
What is an Emergency Shut-Down (ESD) Valve?
An Emergency Shut-Down Valve (ESDV or ESD valve) is a specialized, automatically actuated valve designed for one paramount purpose: to rapidly and reliably isolate sections of a process flow in the event of a predefined emergency condition. Unlike control valves that continuously modulate flow to regulate process variables, ESD valves are binary operators. They remain fully open during normal operation—sometimes for months or years without moving—and must slam fully closed to block flow when an emergency trip signal is received.
As the final control element within a Safety Instrumented Function (SIF), the ESD valve is the last line of defense. If the valve fails to close, or fails to seal tightly once closed, the entire safety system is compromised.
ESDV vs. SDV vs. BDV: Understanding the Terminology
In process safety engineering, several acronyms are frequently used, sometimes interchangeably, which can lead to confusion. It is important to distinguish between them:
- ESDV (Emergency Shut-Down Valve) / ESV (Emergency Shutoff Valve): These are broad terms referring to any valve actuated by the emergency shutdown system.
- SDV (Shutdown Valve): A specific type of ESDV designed to stop the flow of hazardous fluids. Upon receiving a trip signal, an SDV closes to isolate the hazard zone, such as cutting off the feed to a runaway reactor or isolating a storage tank.
- BDV (Blowdown Valve): The operational opposite of an SDV. A BDV is designed to release pressure. Upon receiving a trip signal, a BDV opens to safely vent trapped hazardous fluids or vapors to a flare stack or safe location, depressurizing the system to prevent an explosion.
While their actions differ (fail-closed vs. fail-open), both SDVs and BDVs are critical components of the overall ESD system and share similar stringent requirements for reliability and speed.

The Criticality of Leakage Class in ESD Valves
When an emergency occurs, simply stopping the bulk flow of fluid is rarely sufficient. If the isolated medium is highly flammable, toxic, or under extreme pressure, even a microscopic leak across the valve seat can fuel a fire or release hazardous gas into the atmosphere. Therefore, the sealing integrity of the ESD valve is paramount.
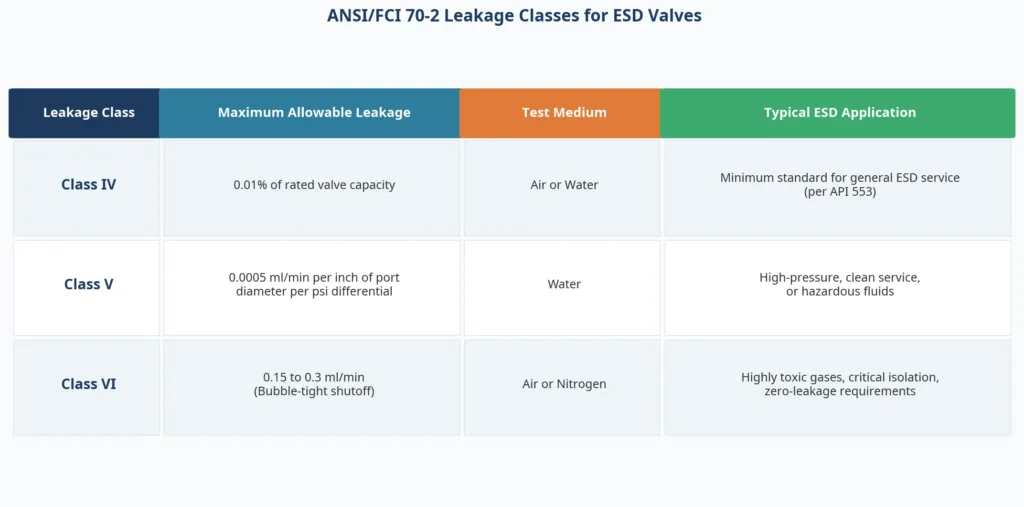
Valve leakage is standardized globally by organizations such as the American National Standards Institute (ANSI) and the International Electrotechnical Commission (IEC). The ANSI/FCI 70-2 (and equivalent IEC 60534-4) standard defines six distinct seat leakage classifications, ranging from Class I (least stringent) to Class VI (most stringent).
For Emergency Shut-Down applications, the minimum acceptable standard is typically Class IV. According to API 553 (Refinery Valves and Accessories for Control and Safety Instrumented Systems), an ESD valve must perform at ANSI/FCI 70-2 Level IV as a baseline. This class allows a maximum leakage of 0.01% of the valve’s rated capacity and is generally achieved with standard metal-to-metal seating.
However, as process conditions become more severe, higher leakage classes are mandated:
- Class V: Required for high-pressure applications, clean services, or hazardous fluids. The allowable leakage is strictly defined as 0.0005 ml per minute, per inch of port diameter, per psi of differential pressure. This requires precision machining and superior seat design.
- Class VI: Often referred to as “bubble-tight” shutoff. This is the most stringent classification, tested with air or nitrogen, and is mandatory for highly toxic gases, critical isolation points, and applications where zero visible leakage is tolerated.
Achieving Class V or VI leakage traditionally required soft elastomeric seats (like PTFE), which are highly vulnerable to high temperatures and fire. Today, advanced engineering in Dreifach gekröpfte Absperrklappen allows for metal-to-metal seating that achieves Class VI bubble-tight shutoff while maintaining inherent fire-safe characteristics, eliminating the compromise between tight sealing and thermal resilience.
The Need for Speed: Understanding Stroke Time
While a tight seal is critical, it is useless if the valve takes too long to close. Stroke time—the duration from the initiation of the trip signal to the valve achieving full closure and seal—is arguably the most dynamic performance specification for an ESD valve.
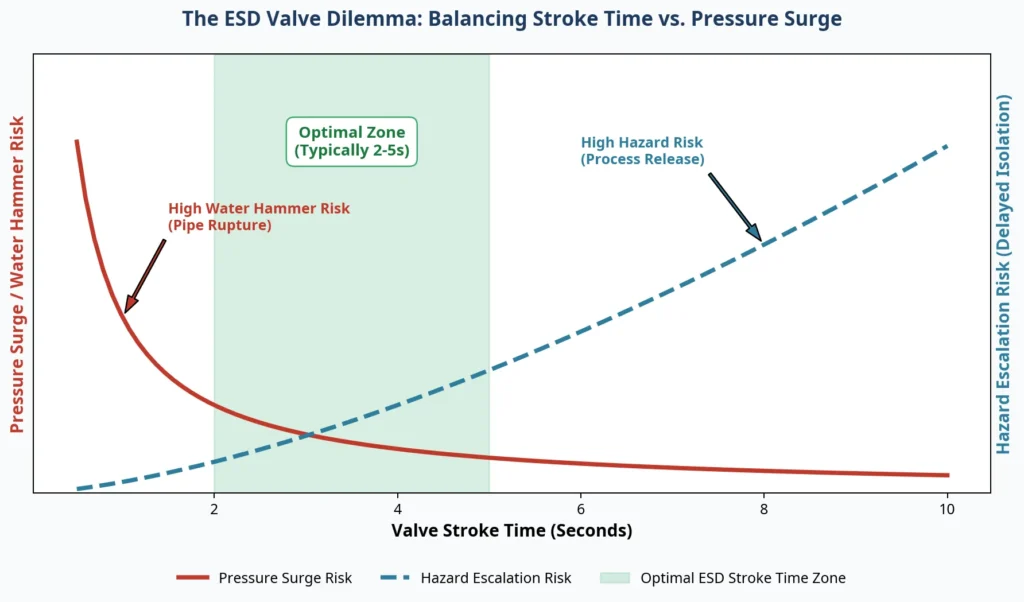
The valve must close fast enough to isolate the hazard before it escalates. For example, if a reactor is experiencing a thermal runaway, or a storage tank is rapidly overfilling, every second counts. The industry rule of thumb for ESD valve stroke time is 1 second per inch of valve nominal size. Therefore, a 4-inch valve should close in under 4 seconds. In practice, typical ESD closing times are specified in the highly aggressive range of 1 to 5 seconds, regardless of size.
The Water Hammer Dilemma
However, speed comes with a significant hydraulic penalty. Rapidly closing a valve in a liquid-filled pipeline abruptly halts the momentum of the fluid. This sudden conversion of kinetic energy into pressure creates a massive shockwave known as water hammer (or pressure surge).
According to the Joukowski equation, the pressure surge is directly proportional to the fluid density, the wave speed, and the change in fluid velocity. If an ESD valve closes too quickly, the resulting pressure spike can easily exceed the design limits of the piping system, leading to ruptured pipes, blown gaskets, and catastrophic secondary failures.
Therefore, engineers face a delicate balancing act: the ESD valve must close fast enough to mitigate the primary hazard, but slow enough to prevent a secondary hazard caused by water hammer. In large-diameter pipelines, this often requires sophisticated actuation systems that provide a two-stage closure—closing rapidly for the first 80% of the stroke, and then dampening the speed for the final 20% to gently seat the valve and minimize the pressure surge.
Fire-Safe Requirements: API 607 vs. API 6FA
In the hydrocarbon processing industry, fire is one of the most severe hazards. An ESD valve must not only isolate the flow during normal conditions but must also maintain its sealing integrity when engulfed in flames. If a valve seat melts or a body joint fails during a fire, it will feed additional fuel to the blaze.
Therefore, ESD valves must be certified as “fire-safe” according to rigorous international standards. The two most common standards are:
- API 607: This standard specifies fire test criteria primarily for quarter-turn valves (like ball and butterfly valves) equipped with non-metallic (soft) seats. The valve is exposed to a 760°C (1400°F) fire for 30 minutes, followed by a rapid cooling phase. The standard measures the allowable leakage through the seat and external joints during and after the fire.
- API 6FA: This is a broader and generally more stringent standard applicable to all valve types, including metal-seated valves. It tests the valve’s ability to hold pressure during a simulated fire scenario.
When selecting an ESD valve, relying on soft-seated valves (even if API 607 certified) carries inherent risk, as the primary seal is designed to be destroyed and rely on a secondary metal backup seal. Metallisch dichtende Absperrklappen are inherently fire-safe because their primary sealing mechanism is unaffected by extreme temperatures, providing superior reliability in emergency fire scenarios.
SIL Certification and Partial Stroke Testing (PST)
The reliability of an ESD valve is quantified by its Safety Integrity Level (SIL), as defined by the IEC 61511 standard for functional safety in the process industry. SIL is a measure of the Probability of Failure on Demand (PFD). Most critical ESD applications require the automation package to be certified to SIL 2 or SIL 3.
Because ESD valves remain static in the open position for extended periods, they are susceptible to “stiction” (static friction), where the packing or internal components seize up. If an emergency occurs, a stuck valve will fail to close, resulting in a dangerous failure on demand.
To combat this and maintain SIL certification, modern ESD systems utilize Partial Stroke Testing (PST). PST involves automatically stroking the valve a small amount (typically 10% to 20% of its travel) during normal plant operation. This verifies that the actuator is functioning, the solenoid valve is operational, and the valve stem is free to move, all without disrupting the process flow. PST significantly improves the PFD calculations and extends the required intervals between full plant shutdowns for proof testing.
Actuation: The Muscle of the ESD Valve
The actuator is the driving force behind the ESD valve’s rapid response. For emergency shutdown service, the actuator must be “fail-safe.” This means that if the primary power source (instrument air or electricity) is lost, the valve must automatically move to its safe position—which, for an SDV, is almost always the closed position (Fail-Closed).
The most common and reliable technology for this is the Pneumatic Spring-Return Actuator. During normal operation, instrument air pressure compresses a heavy-duty mechanical spring, holding the valve open. In an emergency, a 24VDC SIL-rated Solenoid Operated Valve (SOV) rapidly vents the air pressure. The stored kinetic energy in the mechanical spring is instantly released, driving the piston and forcing the valve closed.
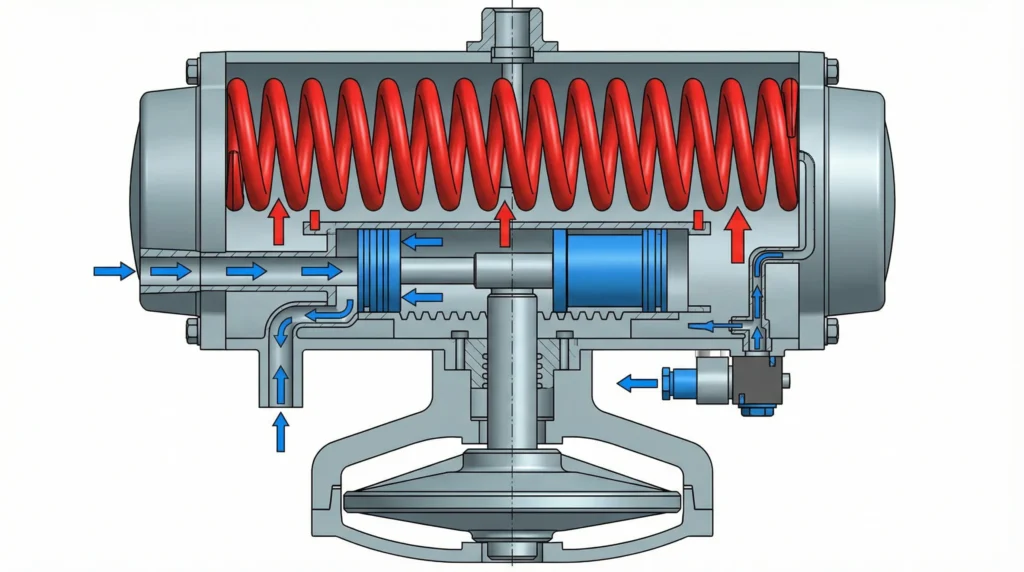
For very large valves or applications requiring immense thrust, electro-hydraulic actuators may be specified, but pneumatic spring-return remains the industry standard for its simplicity, speed, and inherent reliability.
Valve Type Comparison for ESD Service
When specifying ESD valves, engineers typically choose between Ball Valves, Gate Valves, and Triple Offset Butterfly Valves. Each has distinct characteristics:
| Feature | Ball Valve | Gate Valve | Dreifach gekröpfte Absperrklappe |
|---|---|---|---|
| Operation | Quarter-turn (90°) | Linear (Multi-turn) | Quarter-turn (90°) |
| Stroke Time | Fast (1-5 seconds) | Slow (Often >10 seconds) | Fast (1-5 seconds) |
| Leakage Class | Class VI (Soft Seat) / Class V (Metal) | Class IV / V | Class VI (Metal-to-Metal) |
| Size & Weight | Heavy and bulky in large sizes | Very heavy and tall | Compact and lightweight |
| Best Application | Small diameter (<8″), high pressure | General isolation, non-time-critical | Large diameter (>8″), high temp, fast acting |
Why Triple Offset Butterfly Valves Excel in ESD Service
When specifying large-diameter ESD valves for refineries, offshore FPSO platforms, or LNG cryogenic services, engineers are increasingly turning away from traditional gate and bulky ball valves in favor of high-performance butterfly valves.
At Carter Valves, our Hexa Butterfly-Ventile platform is engineered specifically for these demanding applications. The quarter-turn operation of a butterfly valve inherently allows for much faster stroke times compared to the long linear travel required by a gate valve. Furthermore, the non-rubbing geometry of the triple offset design minimizes friction, reducing the required actuator torque and virtually eliminating the risk of stiction during long periods of inactivity.
Crucially, our metal-to-metal seating technology achieves the stringent Class V and Class VI leakage requirements necessary for critical isolation, while providing an inherently fire-safe design (certified to API 607 and API 6FA) that soft-seated valves cannot match. Additionally, our advanced packing systems ensure compliance with the strictest Fugitive Emission Standards.
Whether you are designing a new Safety Instrumented System or upgrading an existing facility, selecting the right ESD valve requires a deep understanding of leakage classes, stroke times, and SIL requirements. Contact our engineering team today to discuss your specific emergency shutdown parameters, or explore our complete range of Absperrventile to find the optimal fail-safe solution for your process.
Häufig gestellte Fragen
Q: What is the difference between an SDV and a BDV?
A: An SDV (Shutdown Valve) is designed to close during an emergency to isolate a hazard and stop fluid flow. A BDV (Blowdown Valve) is designed to open during an emergency to safely vent pressure and release trapped hazardous fluids. Both are types of ESD valves.
Q: What leakage class is required for ESD valves?
A: The minimum requirement for general refinery service is ANSI/FCI 70-2 Class IV. However, for hazardous, toxic, or high-pressure applications, Class V or Class VI (bubble-tight) is strictly required to prevent dangerous leaks.
Q: How fast should an ESD valve close?
A: The industry rule of thumb is 1 second per inch of valve size. However, typical specifications require the valve to fully close within 1 to 5 seconds to rapidly isolate the hazard, though this must be balanced against the risk of water hammer.
Q: What is SIL 2 for ESD valves?
A: SIL (Safety Integrity Level) 2 is a performance measurement for a Safety Instrumented Function, indicating a Probability of Failure on Demand (PFD) between 0.01 and 0.001. It means the ESD valve system is highly reliable and suitable for moderate to high-risk applications.
Q: What is partial stroke testing (PST)?
A: PST is a diagnostic test where the ESD valve is automatically closed a small amount (e.g., 20%) during normal operation. This verifies the actuator and valve stem are not stuck (stiction) without disrupting the process, helping to maintain SIL certification.
Q: Can a butterfly valve be used as an ESD valve?
A: Yes, Triple Offset Butterfly Valves are highly preferred for large-diameter ESD applications because their quarter-turn design allows for rapid stroke times, and their metal-to-metal seats provide fire-safe, Class VI shutoff.
Q: What is the difference between API 607 and API 6FA?
A: Both are fire-safe testing standards. API 607 is primarily for quarter-turn valves with soft (non-metallic) seats, while API 6FA is a broader standard applicable to all valve types, including metal-seated valves, testing their ability to hold pressure during a fire.
Referenzen
American Petroleum Institute. (2012). API 553: Refinery Valves and Accessories for Control and Safety Instrumented Systems.
American National Standards Institute / Fluid Controls Institute. ANSI/FCI 70-2: Control Valve Seat Leakage.
International Electrotechnical Commission. IEC 61511: Functional safety – Safety instrumented systems for the process industry sector.
Valve World. (2023). Technical characteristics of Emergency Shutdown valves.
NSW Valve. (2025). What is a Emergency Shutdown Valve (ESDV): Working Principle.
American Petroleum Institute. API 607: Fire Test for Quarter-turn Valves and Valves Equipped with Nonmetallic Seats.
American Petroleum Institute. API 6FA: Specification for Fire Test for Valves.