





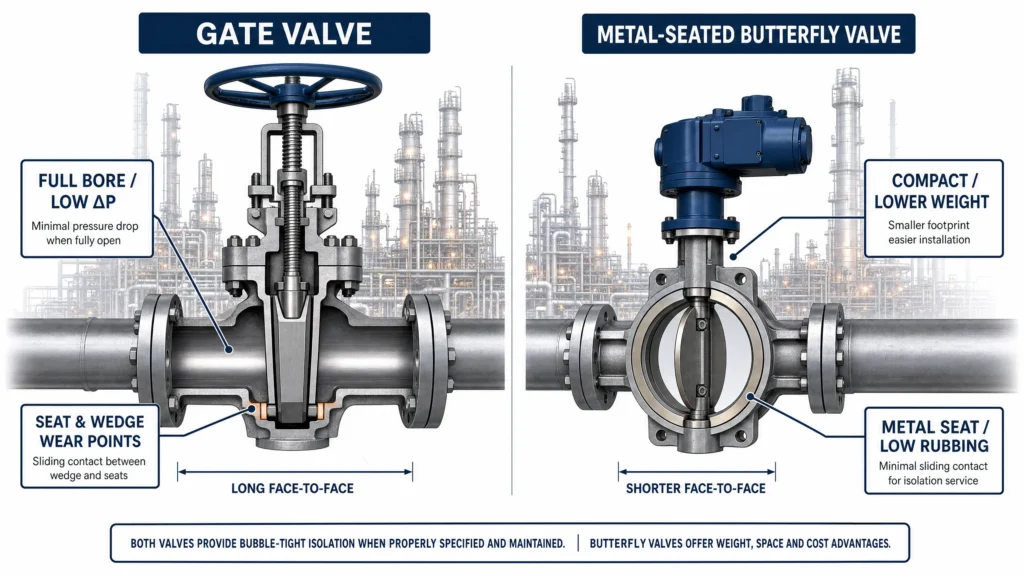
Gate valve vs butterfly valve total cost of ownership is a refinery isolation decision that goes far beyond the purchase order price. A gate valve is often valued for its full-bore flow path, familiar refinery history, and low pressure drop when fully open. An engineered butterfly valve, especially a metal-seated triple-offset or multi-eccentric design, is often valued for compact size, lower weight, faster actuation, easier automation, and lower installation burden. The practical conclusion is clear: for refinery isolation service, the lower-TCO valve is the one that minimizes lifecycle risk—purchase cost, installation, actuation, leakage, maintenance, turnaround time, energy loss, and downtime—not necessarily the one with the lowest initial price.
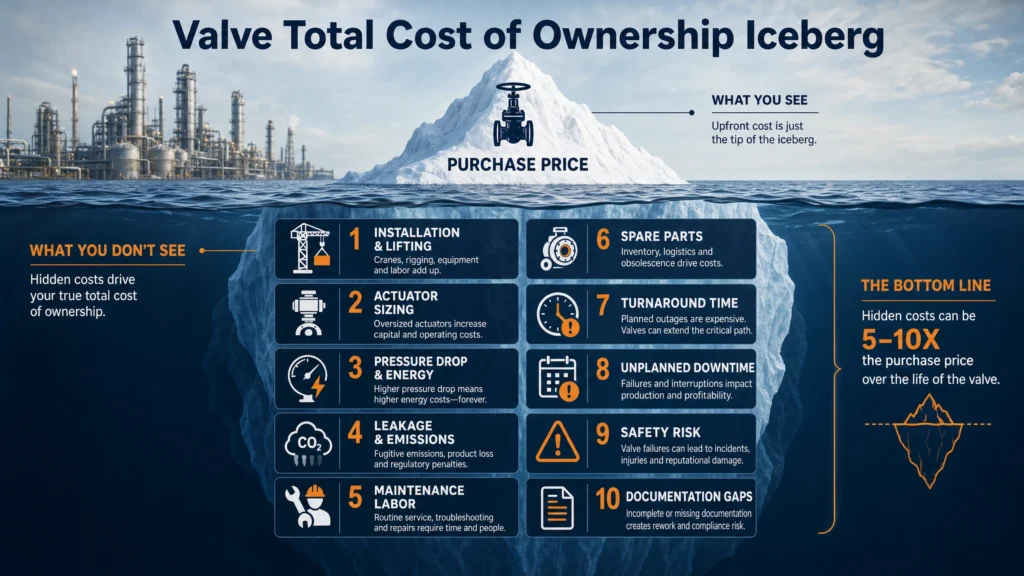
Valve TCO is commonly framed as acquisition cost plus operating cost plus risk cost, including maintenance, spare parts, energy, leakage, and unplanned downtime. In refining, that risk cost can dominate the calculation because a leaking, seized, or hard-to-service isolation valve may delay a turnaround, extend a unit outage, or create hydrocarbon containment concerns. API notes that its oil and gas standards are developed to enhance safety, environmental protection, and operational reliability, while ASME B16.34 covers pressure-temperature ratings, materials, testing, marking, and construction requirements for many valve types. This article turns those principles into a practical TCO workflow for choosing between gate valves and butterfly valves in refinery isolation service.
Why Refinery Isolation Valve TCO Is Different
A refinery isolation valve usually spends most of its life fully open or fully closed. That sounds simple until the valve is needed during a shutdown, line break isolation, pump maintenance, catalyst handling event, steam-out, hydrocarbon transfer, or emergency procedure. At that moment, the real cost of the valve is not its invoice price; it is whether it closes, seals, can be operated safely, and can be maintained without extending the critical path.
Gate valves and butterfly valves can both be legitimate refinery isolation choices. Gate valves provide a straight-through bore and are familiar in hydrocarbon piping classes. Butterfly valves provide a shorter body, lower weight, lower actuator torque in many large sizes, and easier automation. However, commodity butterfly valves are not the same as severe-service butterfly valves. Carter Valve’s critical isolation butterfly valve selection guide defines critical isolation as applications where leakage must meet defined tightness or zero-leakage expectations, and severe service as conditions involving elevated temperature, cryogenic temperature, erosion, frequent cycling, or high differential pressure.
That distinction is central to TCO. A low-cost soft-seated butterfly valve may be poor value in hot hydrocarbon service. A correctly specified metal-seated butterfly valve may lower lifecycle cost in large-bore refinery isolation because it reduces weight, installation effort, automation cost, and turnaround handling. A gate valve may still be the right answer in services where full-bore piggability, minimum obstruction, or traditional piping class requirements dominate.
What Total Cost of Ownership Includes
TCO is not an accounting slogan. It is an engineering checklist that helps teams quantify what happens after the valve is purchased. For refinery isolation valves, the most useful model is: TCO = acquisition cost + installation cost + operating cost + maintenance cost + downtime/risk cost.
| TCO element | Why it matters in refinery isolation service |
|---|---|
| Purchase price | Visible cost, but often a minority of lifecycle exposure |
| Installation and lifting | Large gate valves can require heavier supports, cranes, and longer handling time |
| التشغيل | Torque or thrust, stroke time, fail action, and automation accessories affect package cost |
| Pressure drop | Full-bore gate valves often have low ΔP; butterfly discs create some obstruction |
| Leakage and emissions | Seat leakage or stem leakage can create hydrocarbon loss, safety concerns, and repair work |
| Maintenance labor | Packing, seats, gearboxes, stems, actuators, and inspection time all accumulate cost |
| Turnaround critical path | A valve that delays isolation, blinding, repair, or reinstatement can be very expensive |
| Unplanned downtime | Vendor TCO literature often cites downtime in refining or power as a major cost driver |
| التوثيق | Missing MTRs, test reports, or leakage certificates can delay acceptance and audits |
The mistake I see most often is comparing gate and butterfly valves only by purchase price. That favors the cheapest compliant-looking bid, but it hides the consequences of weight, access, repair time, torque margin, leakage verification, and spare parts strategy.
Gate Valve Strengths and TCO Trade-Offs
A gate valve uses a wedge or parallel gate that moves perpendicular to the flow. When fully open, it provides a mostly unobstructed flow path. That is valuable where pressure drop must be minimized, where the piping class is built around full-bore isolation, or where maintenance teams have decades of experience with the design.
Gate valves are often strong candidates in traditional refinery line classes, high-temperature hydrocarbon service, steam isolation, and applications where full-bore flow is important. Their weakness is not that they are unreliable by definition. Their weakness is that their lifecycle cost can rise sharply when size, weight, long stroke, stem/packing maintenance, wedge-seat wear, and actuator thrust become significant.
| Gate valve TCO strength | Gate valve TCO concern |
|---|---|
| Full-bore flow path with low pressure drop when open | Large sizes are heavy and require more handling and support |
| Familiar refinery design and maintenance practice | Long stroke and rising stem height can complicate automation and access |
| Good isolation when seat and wedge condition are maintained | Wedge, guides, seats, and packing can become maintenance points |
| Often aligned with established piping classes | Repair or replacement can be labor-intensive during turnaround |
| Suitable for many high-temperature services | Not ideal for frequent cycling if wear or galling becomes an issue |
For services with heavy fouling, coke, catalyst fines, or thermal distortion, the gate valve’s sliding surfaces and seat area should be evaluated carefully. A gate valve that cannot fully seat because of deposits may become a leakage problem at the worst possible time.
Butterfly Valve Strengths and TCO Trade-Offs
A butterfly valve uses a rotating disc. In large sizes, the body is much shorter and lighter than a comparable gate valve. This can reduce lifting effort, pipe support load, installation labor, actuator size, and space required around the valve. Those savings matter in refineries where piping racks are crowded and turnaround windows are short.
The best refinery isolation butterfly valves are not generic water valves. They are usually high-performance, double-offset, triple-offset, or multi-eccentric metal-seated designs selected for the actual temperature, pressure, leakage class, cycle frequency, and media. Carter Valve’s article on صمامات الفراشة ذات الجلسات المعدنية إلى المعدنية explains that metal seating becomes important where high temperature, aggressive media, or stringent leakage requirements exceed the limits of elastomeric or PTFE soft seats.
| Butterfly valve TCO strength | Butterfly valve TCO concern |
|---|---|
| Compact and lighter in large diameters | Disc remains in the flow path and creates some pressure loss |
| Easier automation and shorter stroke | Seat design must match temperature, media, and leakage requirement |
| Lower installed weight can reduce supports and lifting costs | Commodity designs may not survive severe refinery service |
| Fast operation supports automated isolation and ESD functions | Actuator torque must include breakaway, ΔP, temperature, and aging factors |
| Metal-seated designs can support high-temperature isolation | Requires clear test standards and leakage acceptance criteria |
For refinery isolation, the butterfly valve’s TCO advantage is strongest where the line is large, the valve must be automated, space is limited, turnaround handling matters, and a proven metal-seated design can meet leakage requirements. Carter’s منصة صمام فراشة سداسية المركز و next-gen six-eccentric butterfly valve are relevant when the service demands low rubbing, stable sealing, and severe-service shutoff.
Refinery Service Matrix: Where TCO Drivers Change
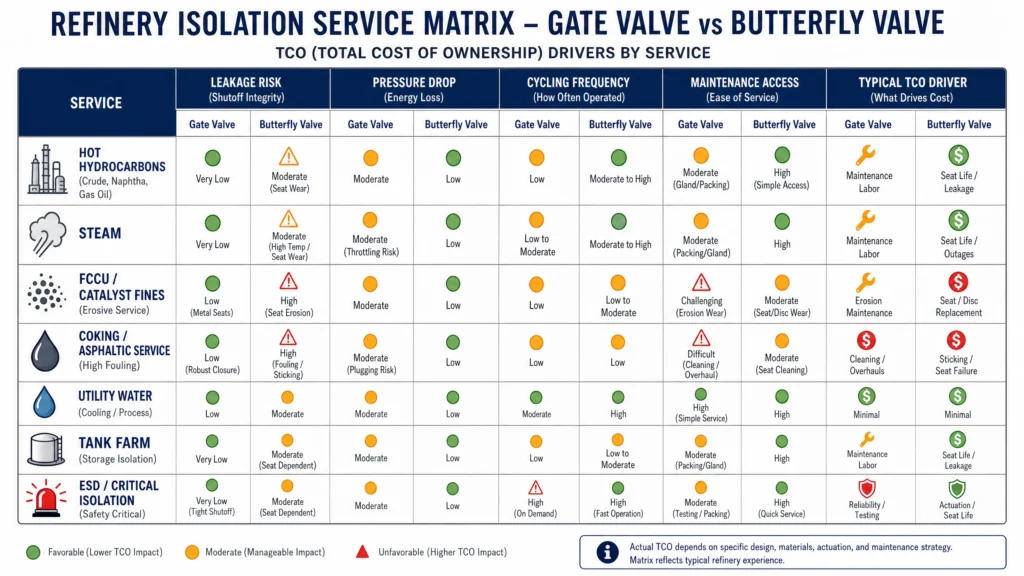
The correct valve choice changes by refinery service. A valve that is economical in utility water can be the wrong choice in hot hydrocarbon or FCCU service. A valve that is excellent for clean, large-bore isolation may not tolerate coking deposits or erosive catalyst fines without special materials and hardfacing.
| Refinery service | Gate valve TCO considerations | Butterfly valve TCO considerations |
|---|---|---|
| Hot hydrocarbon isolation | Familiar, full-bore, but packing and seat condition drive maintenance | Metal-seated design may reduce weight and automation cost if leakage target is met |
| Steam isolation | Gate valves are common, but long-stem packing and thermal cycling matter | Triple-offset or multi-eccentric metal seats can work where temperature limits are addressed |
| FCCU/catalyst fines | Sliding surfaces may suffer from erosion or solids | Disc/seat hardfacing and erosion-resistant geometry become critical |
| Coking/asphaltic service | Full-bore flow helps, but deposits can prevent closure | Fouling around disc/seat may be a concern; service history is essential |
| Utility water/process water | Gate valves may be acceptable but heavy in large sizes | Butterfly valves often deliver lower installed cost and easier automation |
| Tank farm isolation | Full-bore isolation and established practice may dominate | Large-diameter compactness can reduce supports and actuator cost |
| ESD/critical isolation | Closure reliability and proof testing are key | Short stroke and automation can reduce response time if design is severe-service rated |
For FCCU and hot erosive services, the related Carter guide on FCCU valve erosion, triple-offset design, and hardfacing is a useful next read. For leakage acceptance, Carter’s valve leakage classes guide helps teams define “tight shutoff” in measurable terms rather than informal language.
Pressure Drop and Energy Cost
A gate valve’s full-bore opening is a real advantage where pressure drop is a major operating cost. When a valve stays open for years in a high-flow line, even small permanent pressure loss may increase pump or compressor energy. A butterfly valve, because the disc remains in the flow path, generally has more obstruction than a fully open gate valve.
However, pressure drop should not be evaluated in isolation. If the pressure-drop penalty is small relative to the savings in weight, installation, automation, and maintenance, an engineered butterfly valve may still have lower TCO. Conversely, if a line operates continuously at high flow and energy cost dominates, the full-bore gate valve may remain the better lifecycle option.
The practical approach is to calculate both. Estimate the pressure-drop difference at normal and maximum flow, convert it to annual energy cost, then compare that value against installation and maintenance savings. This is more useful than assuming either valve type is always cheaper.
Leakage, Emissions, and Shutoff Integrity
In refinery isolation, leakage cost is not only lost product. It can affect hot work preparation, blind installation, unit decontamination, environmental reporting, odor complaints, flare loading, and personnel safety. A valve that leaks across the seat during isolation can delay maintenance even if it is mechanically operable.
ASME B16.34 identifies testing and marking among the topics covered for valve construction, while API’s standards program emphasizes safe and reliable oil and gas operations. In procurement terms, that means the data sheet should identify the test standard, test medium, test pressure, leakage acceptance, shell test, seat test, and any fugitive-emission requirements.
| Leakage-related question | Why it changes TCO |
|---|---|
| Is zero leakage required or only standard seat leakage? | Determines whether commodity valves are acceptable |
| Is the fluid hazardous, flammable, hot, or toxic? | Raises the cost of leakage, repair, and isolation failure |
| Will the valve be used for blinding or entry preparation? | Seat leakage can delay safe maintenance access |
| Does the valve cycle frequently? | Seat wear may dominate lifecycle cost |
| Is fugitive emission control required? | Packing design, stem finish, and testing become important |
مقالة كارتر فالف على تسرب صفري ثنائي الاتجاه is especially relevant when shutoff performance must be maintained in both flow directions.
Installation, Actuation, and Turnaround Time
Large refinery valves are not just purchased; they are lifted, aligned, supported, insulated, automated, tested, and later removed or serviced. A gate valve may require more vertical clearance for a rising stem and more lifting capacity because of body weight. A butterfly valve may reduce these burdens but requires careful actuator torque sizing and seat protection.
| Lifecycle stage | TCO question to ask |
|---|---|
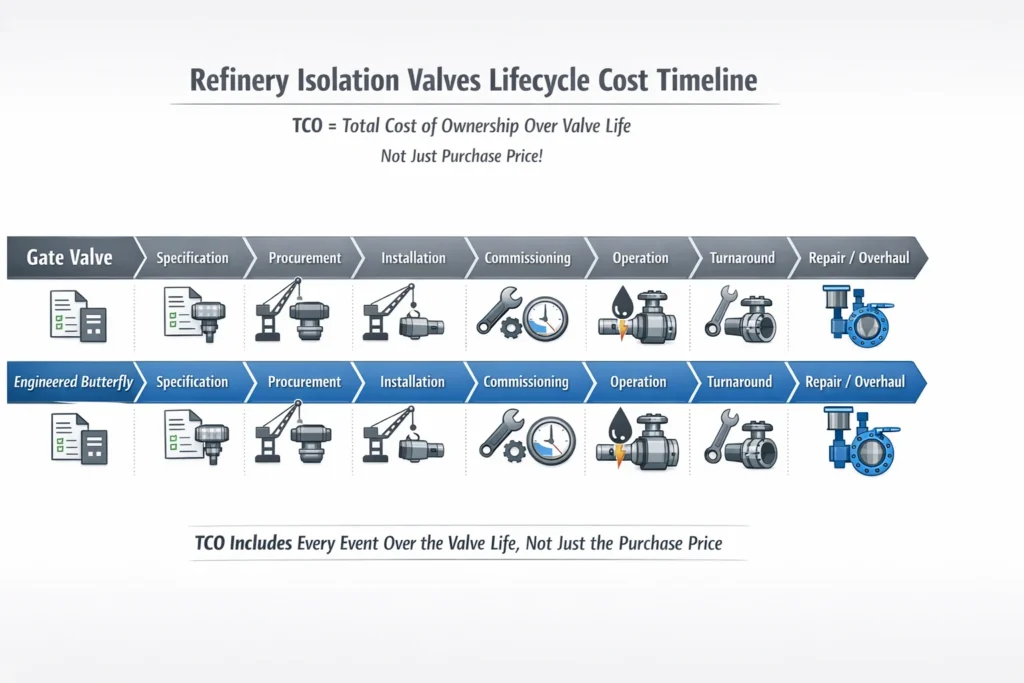
| المواصفات | Are leakage, temperature, ΔP, cycle frequency, and standards defined? |
| Procurement | Are bids compared on valve package cost, not bare-valve price only? |
| التركيب | What are the lifting, support, alignment, and access requirements? |
| التكليف | Is seat leakage, torque, stroke, and actuator calibration documented? |
| العملية | What pressure-drop, emission, and inspection costs accumulate annually? |
| Turnaround | Can the valve be serviced or removed without delaying the critical path? |
| Repair/overhaul | Are seats, packing, bearings, and actuators rebuildable and stocked? |
If the valve is automated, actuator sizing can become a hidden cost. Gate valves require thrust over a long linear stroke. Butterfly valves require torque, especially at breakaway and seating. Carter Valve’s تحجيم المشغل لصمامات الفراشة explains why breakaway torque, safety factor, and service conditions must be included rather than relying only on nominal values.
A Practical TCO Example Framework
Avoid pretending that one dollar figure applies to every refinery. Instead, build a TCO model for each valve class. A simple 10-year model should include purchase price, installation cost, actuator package, expected maintenance events, spare parts, estimated pressure-drop energy, planned turnaround hours, and risk-weighted downtime.
| Cost category | Gate valve estimate input | Butterfly valve estimate input |
|---|---|---|
| Purchase price | Body, trim, pressure class, end connections | Body, seat geometry, pressure class, leakage class |
| التركيب | Weight, lifting, support, stem clearance | Shorter face-to-face, lower weight, alignment requirements |
| التشغيل | Gearbox or linear actuator thrust | Rotary actuator torque and fail action |
| Energy | Lower open-valve pressure drop | Disc-related pressure loss at normal flow |
| الصيانة | Packing, wedge, seat, stem, gearbox | Seat, disc edge, bearings, packing, actuator |
| Downtime risk | Stuck gate, seat leakage, long repair time | Seat damage, torque increase, wrong design for service |
| التوثيق | API/ASME compliance, testing records | Leakage test, metal-seat verification, torque data |
In many large-bore services, the engineered butterfly valve wins when installation, automation, and turnaround costs dominate. In some full-flow process lines, the gate valve wins when energy loss, full-bore requirements, or service tradition dominate. The point of TCO is not to make butterfly valves win every time. It is to make the decision visible.
Common Mistakes in Gate Valve vs Butterfly Valve TCO Analysis
The first mistake is comparing a commodity butterfly valve against a refinery-grade gate valve. That is not a fair comparison. If the service is severe, compare a severe-service gate valve with a severe-service metal-seated butterfly valve.
The second mistake is ignoring turnaround cost. A valve that takes longer to remove, repair, align, or test can cost more in one outage than it saved at purchase.
The third mistake is using vague leakage language. “Bubble tight” and “zero leakage” should be tied to a standard, test pressure, test medium, and acceptance criterion.
The fourth mistake is treating weight as a minor detail. In large sizes, weight changes lifting equipment, support design, installation time, and safety exposure.
The fifth mistake is forgetting spare parts. A low-cost valve with long-lead proprietary seats or packing can become expensive when the unit is waiting for parts.
Decision Checklist for Refinery Isolation Service
A good decision checklist makes engineering, maintenance, procurement, and safety teams answer the same questions before the order is placed.
| عنصر القائمة المرجعية | What to define before selection |
|---|---|
| Service severity | Fluid, temperature, pressure, phase, corrosion, erosion, fouling, and cycling |
| Isolation consequence | What happens if the valve leaks, sticks, or cannot be operated? |
| فئة التسرب | API 598, ISO 5208, EN 12266, or project-specific requirement |
| Line size and weight | Installed weight, lifting plan, pipe support, and maintenance access |
| Pressure drop | Normal-flow energy cost and process impact |
| التشغيل | Manual, gear, electric, pneumatic, hydraulic, ESD, fail position, stroke time |
| Materials and hardfacing | Seat/disc/wedge/stem materials matched to service |
| Maintenance strategy | On-line inspection, turnaround repair, seat replacement, spare parts |
| التوثيق | MTRs, hydrotest, seat test, leakage certificate, torque/stroke records |
| TCO model | Compare lifecycle cost over the expected service life, not only CAPEX |
For readers comparing engineered butterfly options, Carter’s six-eccentric vs triple-offset butterfly valve guide و ultra-high-pressure triple-offset butterfly valve pages provide additional technical context.
الخاتمة
The best answer to gate valve vs butterfly valve for refinery isolation service depends on the TCO drivers that matter most in the specific line. Gate valves remain strong choices where full-bore flow, low pressure drop, and established refinery practice dominate. Engineered butterfly valves become highly competitive where large size, weight, automation, fast operation, maintenance access, and turnaround efficiency dominate.
The right workflow is to define service severity, quantify leakage requirements, compare installation and actuation packages, calculate pressure-drop energy, estimate maintenance events, and assign realistic downtime risk. Carter Valve can support this analysis with critical isolation butterfly valves, metal-to-metal seated designs, six-eccentric severe-service platforms, actuator guidance, and application-based engineering review for refinery isolation duties.
الأسئلة المتداولة
Is a gate valve or butterfly valve better for refinery isolation?
Neither is universally better. Gate valves are often preferred for full-bore, low-pressure-drop isolation. Engineered butterfly valves are often better where compact size, lower weight, easier automation, and faster operation reduce lifecycle cost.
What is valve total cost of ownership?
Valve TCO includes purchase price, installation, actuation, energy from pressure drop, maintenance, spare parts, leakage, emissions, turnaround time, documentation, and downtime risk over the valve’s service life.
Are butterfly valves suitable for refinery isolation service?
Yes, if they are engineered for the service. Severe refinery isolation may require high-performance, metal-seated, triple-offset, or multi-eccentric butterfly valves rather than commodity soft-seated designs.
Why do gate valves often have low pressure drop?
When fully open, a gate valve provides a nearly straight-through bore, so flow obstruction is low. This can reduce energy loss in high-flow continuous services.
Why can butterfly valves have lower installed cost?
Butterfly valves are usually shorter and lighter than gate valves in large sizes. This can reduce lifting, support, installation, actuation, and maintenance handling costs.
What is the biggest TCO mistake when comparing gate and butterfly valves?
The biggest mistake is comparing purchase price only. A cheaper valve can cost more if it leaks, requires frequent maintenance, delays turnaround, needs a larger actuator, or lacks proper test documentation.
Should refinery isolation valves be zero leakage?
Not always, but critical isolation should have a defined leakage requirement. If zero leakage or bubble-tight shutoff is needed, the requirement must reference a test standard, pressure, medium, and acceptance criterion.
How should procurement compare gate valve and butterfly valve bids?
Compare complete valve packages: valve body, trim, seat design, actuator, testing, documentation, installation weight, spare parts, expected maintenance, and lifecycle risk. Do not compare bare valve prices alone.
المراجع
[1] JH Valve — Valve Total Cost of Ownership (TCO): Why Cheap Valves Cost More
[2] المعهد الأمريكي للبترول - المعايير
[3] ASME - B16.34 الصمامات: ذات حواف وملولبة وملولبة وملحومة الأطراف
[4] Carter Valve — Butterfly Valve Selection Guide for Critical Isolation & Severe Service
[5] Carter Valve — Metal-to-Metal Seated Butterfly Valves
[6] Carter Valve — Actuator Sizing for Butterfly Valves
[7] Carter Valve — FCCU Valve Erosion, Triple Offset and Hardface Guide